






激光切割是利用激光束高功率密度的性质,把激光汇聚到很小的光点上,将材料快速加热,使其达到沸点后汽化形成空洞,再通过移动激光光束在材料表面造成切缝,完成对加工物体的切割。
激光切割属于热切割方法之一,可分为激光气化切割、激光熔化切割、激光氧助熔化切割和控制断裂切割四种。
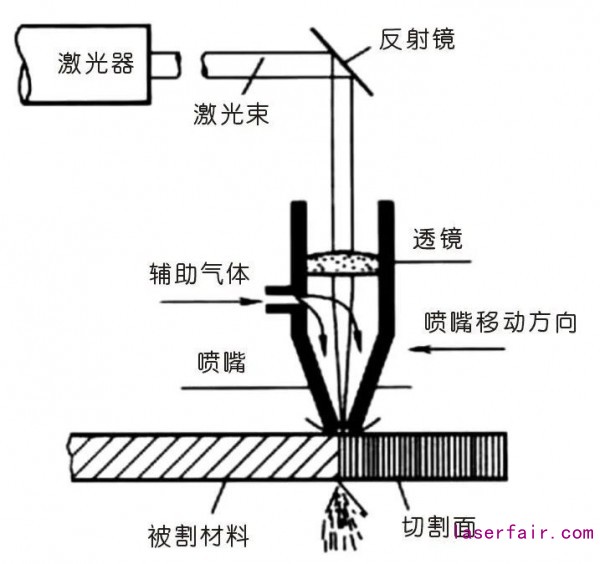
激光切割工作原理
激光切割与其他切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面:
(1)切割质量好。由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
(2)激光气割切口细窄、切缝两面平行并且与表面垂直度好。
(3)切割表面光洁美观,甚至可作为最后一道加工工序,无需机械加工,零件可直接使用。
(4) 材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高。激光切割与其它切割方法的切割速度比较见下表,切割材料为低碳钢板。
几种切割方法的切割速度比较:

(5)切割速度快,例如:2500W的激光切割1mm厚的冷轧碳钢板,切割速度可达16-19m/min。
(6)非接触式切割,激光切割时喷嘴与工件无接触,不存在工具磨损。
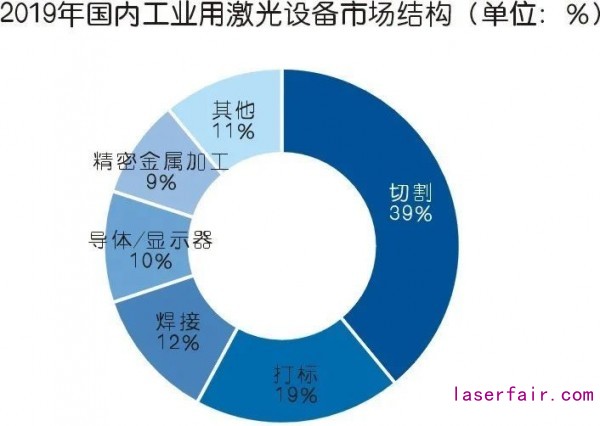
一、激光切割占激光设备市场的39%
2019年激光市场虽然有所增长,但与前两年相比增速开始放缓,全部领域的激光设备(含进口)市场销售收入为658亿元,同比增长8.8%。受全球经济走势不确定的影响,预计2020年中国激光设备市场整体销售收入为645亿元,将出现近十年来首次负增长,但其前景依然广阔,绝对量不小。

工业激光设备市场中,激光切割应用最为广泛,占比达到39%,打标与焊接分列第二、三位,占比分别为19%、12%。
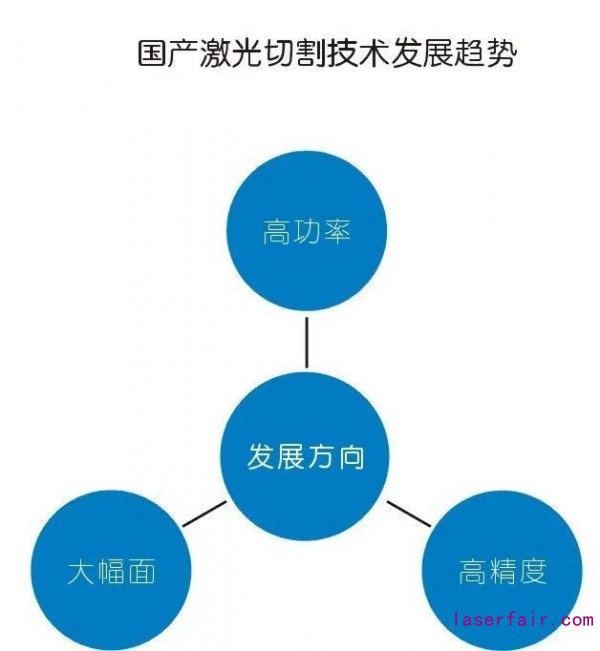
二、朝高功率、高精度、大幅面的方向挺进
近几年,国产激光切割机技术有了突破性的发展,并朝着高功率、高精度、大幅面的方向挺进。在中国智能制造大背景下,工业领域都呈现从传统加工向高端制造转型的态势,中国激光切割领域市场规模将一直保持着高速发展的趋势。
三、压缩空气在激光切割领域的应用
激光切割机能够应对各种材质和复杂形状的切割要求,除了需要能够提供高能量的激光器以外,辅助气体是完成切割过程不可或缺的物质。用于激光切割的辅助气体主要有氧气(O2)、氮气(N2)和压缩空气(Compressed Air)三种。压缩空气比氧气和氮气更容易获得,价格与氧气和氮气相比非常便宜,采用压缩空气作为辅助气体切割非常普遍。
压缩空气品质对金属激光切割质量有非常直接的影响,气体压力的大小和稳定性会影响切割的效果。配套激光切割机作为辅助气体的空气压缩机的规格大小的选择,主要应根据激光切割机所采用的激光切割头的设计辅助气体压力和喷嘴大小来确定,这样就能得到最佳的空气压缩机与激光切割机的匹配。
采用不同辅助气体进行激光切割的比较
激光切割时,根据切割板材材质的不同,来选择不同的切割气体。切割气体及其压力的选择,对激光切割品质有很大的影响。
激光切割加工常用的辅助气体有氧气(O2)、氮气(N2)和压缩空气(Compressed Air),有时还会用到氩气(Ar)。按照气体压力又可分为高压气体和低压气体。
激光切割辅助气体的作用主要包括:助燃及散热、及时吹掉切割产生的熔渍、防止切割熔渍向上反弹进入喷嘴、保护聚焦透镜等。根据被切割材料的不同,结合激光切割机的功率,选择不同的激光切割工艺,辅助气体的选择也不尽相同。不同种类辅助气体的特点、用途和适用范围如下:
(1) 氧气(O2)主要用于切割碳钢材料。氧气与铁元素的化学反应热促进金属吸热熔化,可以大幅度提高切割效率,实现更厚材料的切割,明显提高激光切割机的加工能力。但同时由于氧气的存在,会在切口端面产生明显的氧化膜,而且会对切割面周围材料产生淬火效应,提高这部份材料的硬度,对后续加工造成一定的影响。氧气切割的材料切口端面发黑或者暗黄色。一般碳钢板采用氧气切割,低压打孔,低压切割。
(2) 氮气(N2)采用氮气作为辅助气体切割时,氮气会在熔化的金属周围形成保护氛围,防止材料被氧化,避免氧化膜的形成,实现无氧化切割。但同时因为氮气不与金属产生化学反应,没有反应热的产生,切割能力不如氧气,而且氮气切割的氮气消耗量比氧气大数倍,切割成本要高于氧气切割。无氧化切割面具有可直接熔接、涂抹、耐腐蚀性强等特点,切口端面发白。一般采用氮气切割不锈钢、镀锌板、铝及铝合金板、黄铜等材料,用低压穿孔,用高压切割。氮气切割时,气体流量的改变对切割的影响很大,在保证切割气体压力的情况下,一定要保证气体流量的充足。
(3)压缩空气(Compressed Air)压缩空气可以用空气压缩机直接提供,相对于氧气和氮气要容易获得,价格非常便宜。虽然空气中只含有约20%的氧气,切割效率远不及氧气切割,但切割能力与氮气接近,空气切割效率略高于氮气切割。空气切割的切口端面发黄。在对材料切口表面色泽没有严格要求时,用压缩空气替代氮气切割是最经济实用的选择。
(4) 氩气(Ar)氩气为惰性气体,在激光切割中能起到防止氧化和氮化的作用,在溶接中也可以使用。但是氩气价格比氮气更高,一般普通激光切割采用氩气极不划算。氩气切割主要用于钛及钛合金等,氩气切割的切口端面发白。
目前市场上的液氮大约为1400元/吨,激光切割用的液氮都需要采用杜瓦罐,一般是120kg一罐,1kg价格在3元以上,姑且按1400元/吨计算。
120x1.4=168元,标准状态氮气的比重为1.25kg/m³,因此一罐杜瓦罐液氮的最大使用量约为:120/1.25=96Nm³,折算成每Nm³的氮气成本为:168/96=1.75元/Nm³
如果采用某国产品牌空压机提供16bar的压缩空气,每分钟提供1.27m³,该型号空气压缩机的满负荷输入功率是13.4kW。
工业电费按1.0元/度计算,则每m³的空气成本为:13.4x1.0/(1.27x60)=0.176元/m³,按照每分钟实际消耗0.5m³气体,激光切割机每天工作8小时计算,则采用空气切割相比氮气切割每天可节省的成本为:(1.75-0.176)x8x60x0.5=378元。如激光切割机一年工作300天,则一年可节省的用气成本为:378x300=113,400元。由此可见,采用压缩空气替代氮气切割非常经济实用。
近几年,国产激光切割机技术有了突破性的发展,并朝着高功率、高精度、大幅面的方向挺进。在中国智能制造大背景下,工业领域都呈现从传统加工向高端制造转型的态势,中国激光切割领域市场规模将一直保持着高速发展的趋势,这将为激光用空压机带来极大的市场增长空间。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

