






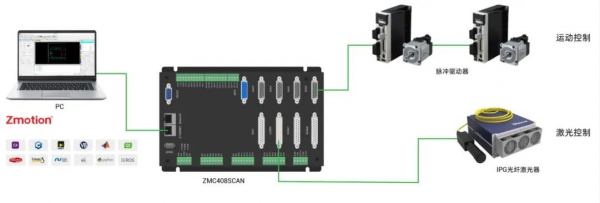
本文以光纤激光器为例,采用控制器的LASER激光电源接口连接光纤激光器,配合脉冲轴的运动控制,完成激光加工。
1.ZMC408SCAN实现激光加工包含运动控制与激光控制两大部分,只需一台ZMC408SCAN控制器便可实现振镜控制+激光能量控制+运动轴控制。 (2)激光控制:通过LASER、支持PWM功能的OUT输出口或者EXIO扩展接口连接市面上常用的多种类型的激光器。使用MOVE_OP指令控制激光开关,MOVE_PWM指令调节激光的频率和占空比,另外还有MOVE_DELAY指令和MOVEOP_DELAY指令控制开关光的延时。 (1)ZMC408SCAN内置高精度PSO位置同步输出功能,在加工圆角、曲线部分时即使进行了减速调整,在高速加工的场合,也能控制激光输出的间距保持恒定; (2)支持激光振镜控制和振镜反馈,包含2个振镜接口,支持2D振镜和3D振镜,配合不带加减速的运动指令MOVESCAN,拐角处振镜加工自动延时,完成精准高效的激光控制,提高激光加工设备的产能; (3)通过指令在运动中灵活的调节激光开关/关光延时,响应快,精确到us级别的控制,且设置过程简单,大大缩短了工程师的调参时间; (4)自带LASER激光器控制接口,支持支持IPG、YLR、YLS等类型激光电源,还带一个EXIO扩展IO接口,通过定制转接板,灵活控制市场上主流的各种激光器; (5)支持PC同时控制16个ZMC408SCAN控制器同时工作,形成一种振镜阵列的激光加工。 (6)板载4路高速差分脉冲输出,并带4路高速差分编码器反馈,支持EtherCAT总线驱动器的控制,支持5轴XYZAC轴的插补,支持振镜轴与运动轴混合插补。 1.控制器的接口说明如下表: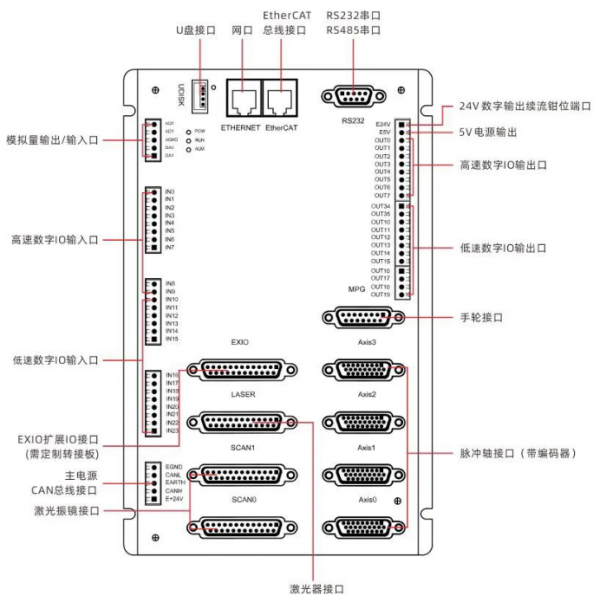
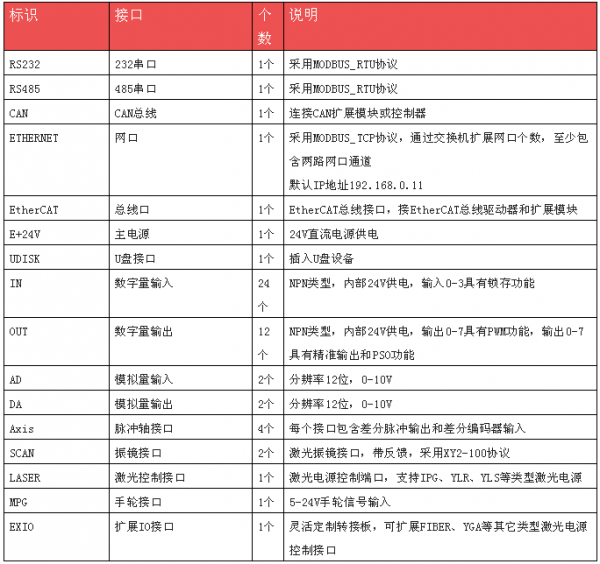
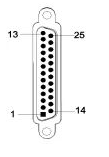
2.ZMC408SCAN控制器LASER激光电源接口功能:
(1)LASER激光电源接口支持连接IPG、YLR、YLS等类型激光电源;
(2)可通过控制器的指令直接发送激光、红光、使能等输出信号进行操作激光器,让激光器产生响应;
(3)DB接口中带有1个PWM输出口;
(4)可接收激光器信号,可显示IN信号并作出对应响应。
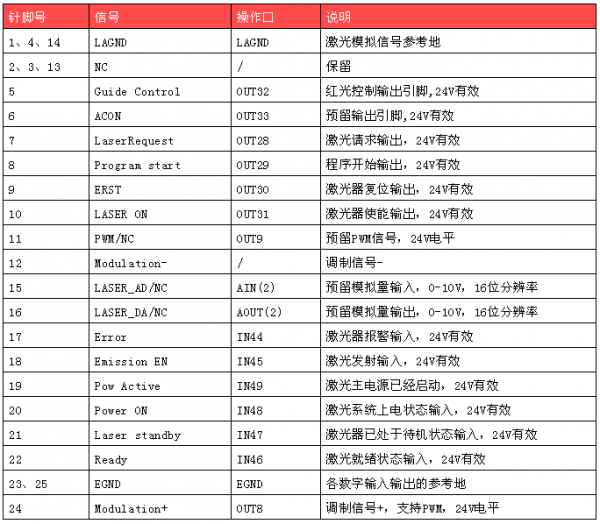
注意:
(1)上表的输入输出除PWM和Modulation之外其它信号作用支持自定义;
(2)OUT(9)、AOUT(2)和AIN(2)为预留信号,标准型号中没有,如果需要请订货时选择特殊型号。
→运动控制部分采用脉冲型驱动器,使用自带的AXIS差分脉冲输入接口连接脉冲型驱动器。
→激光控制部分采用LASER接口连接激光器,根据激光器手册的说明完成控制电路的接线,通过DA模拟量输出口调节激光的能量,通过Modulation调制信号端口控制激光开关。
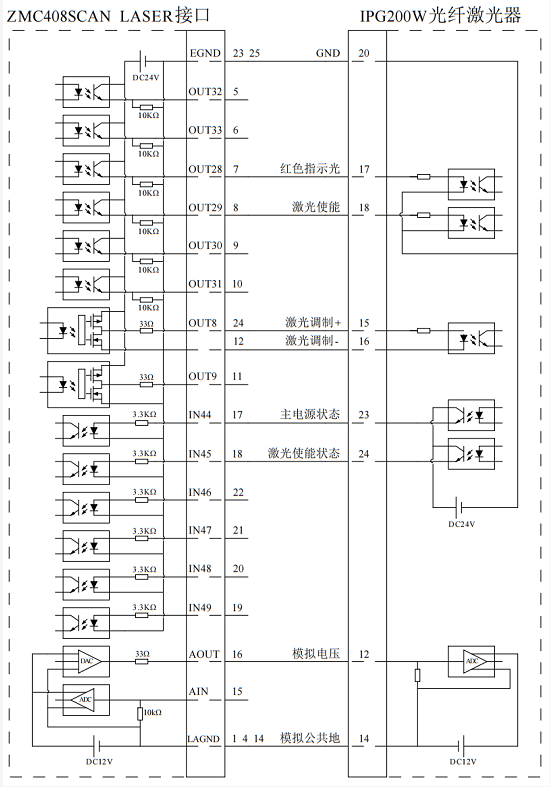
LASER激光电源接口内部电路图和与IPG200W光纤激光器的接线参考如下图所示:
(1)使用LASER接口内的16位DA接线参考(特殊型号支持)
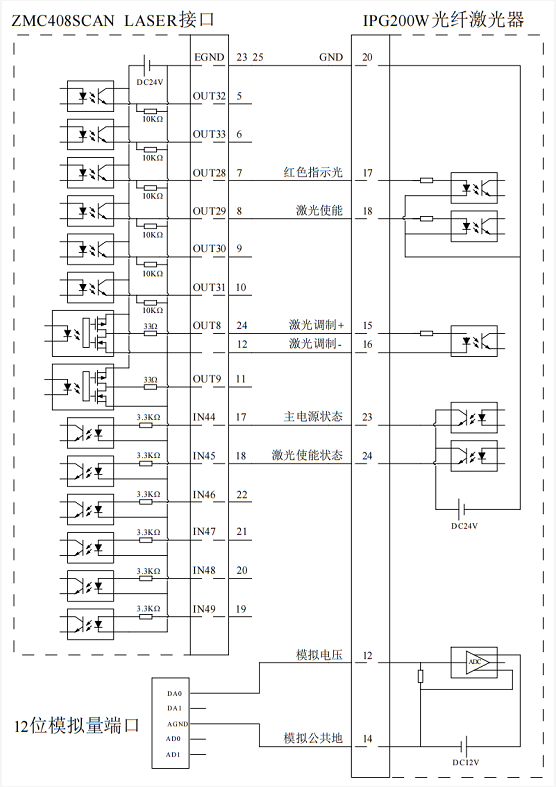
(2)使用控制器外部端口上的12位DA接线参考
(3)LASER激光器接口接线原理如上图所示,数字IO接口除OUT8,OUT9外可自行定义。
(4)对于需要模拟量输入的激光器有两种接线选项,对分辨率要求不高的可以选用控制器12位DA接口实现,对于分辨率要求较高的可以选择LASER接口中带的16位DA实现功能。
(5)请使用屏蔽线接线,尤其是环境恶劣的场合,务必使屏蔽层充分接地。
3.控制器与脉冲驱动器接线参考
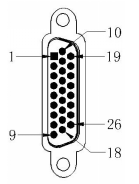
ZMC408SCAN提供4个本地差分脉冲轴接口,同时包含差分编码器输入,每个接口为标准DB26母座。
与松下A5/A6伺服驱动器差分接线参考示例:
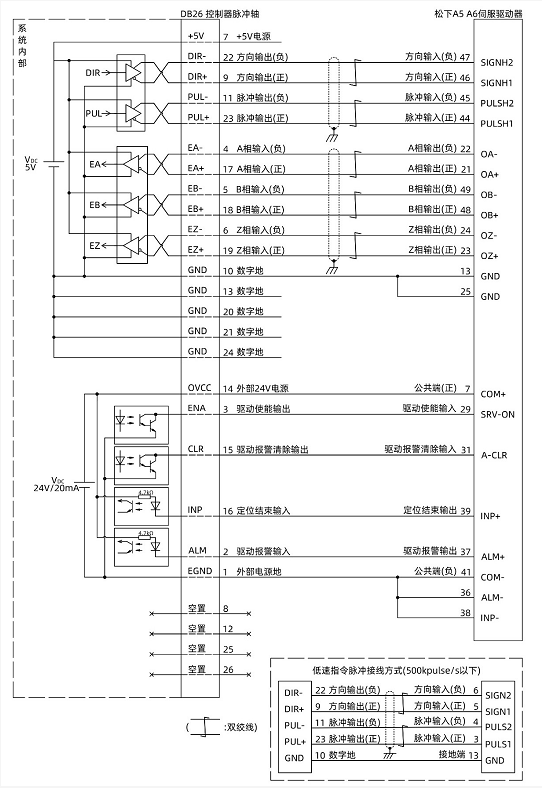
差分脉冲轴接口接线原理如上图所示,不同型号驱动器接线方法存在差异,请谨慎连接;
请使用屏蔽双绞线接线,尤其是环境恶劣的场合,务必使屏蔽层充分接地。
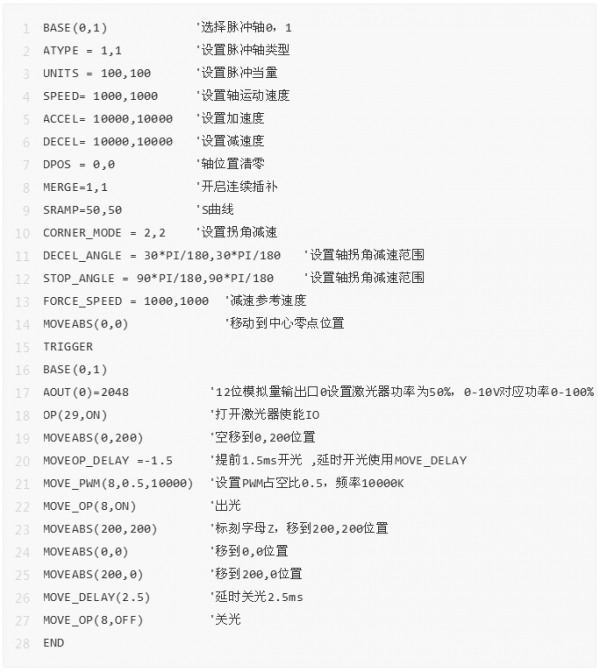
1.操作步骤 (1)请按照以上接线说明正确接线; (2)上电后请选用EtherNET、RS232(默认参数可直接连接)、RS485(默认参数可直接连接,硬件需使用转接头)三种任一种接口连接ZDevelop; (3)通过ZDevelop视图栏中输入输出窗口操作监控对应IO点; (4)通过ZDevelop视图栏中AD/DA窗口操作监控对应模拟量输入输出口; (5)通过ZDevelop在线命令发送指令 PWM_FREQ(PWM编号) = 频率,PWM_DUTY(PWM编号) = 占空比。 2.参考BASIC例程:激光控制参考上节引脚说明
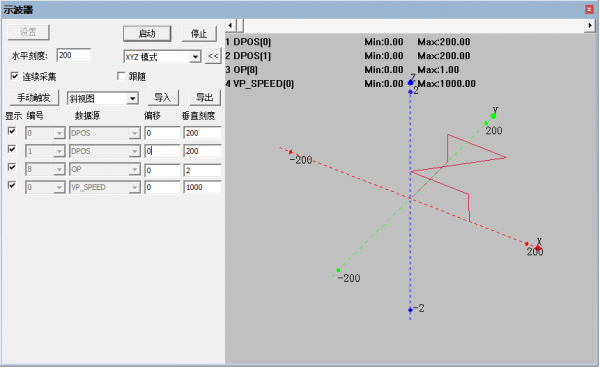
3D模式下便于查看哪段运动激光开启。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

