1.1 塑料激光焊接的原理
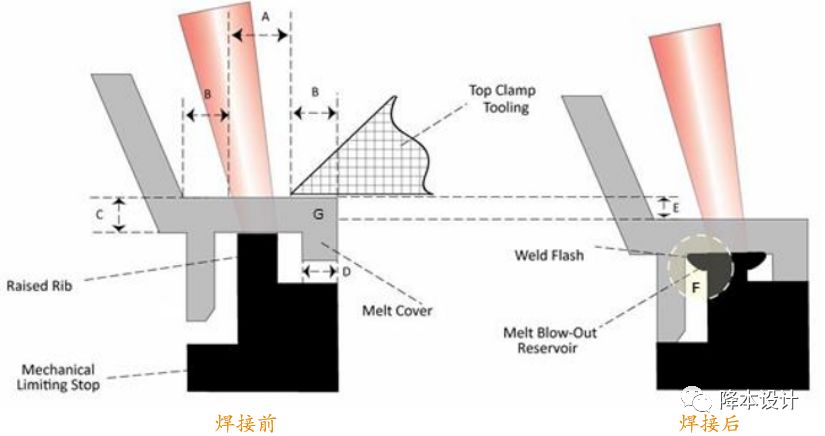
激光焊接的原理是两个塑胶件在较低压力下被夹紧在一起,将激光束聚焦于两个塑胶件至上,其中上层塑胶件对于红外激光是穿透的,下层塑胶件吸收激光,吸收激光能量的塑胶件将光能转化为热能,在塑胶件的接触面熔化,同时热也传导到上层塑胶件,形成熔化区。在夹紧力的作用下,熔化区域产生分子间的混合,冷却后形成焊缝,从而把两个塑胶件紧固成一体。
塑料激光焊接的视频如下所示:
,时长00:48
塑料激光焊接工艺中,一般采用YAG或者CO2激光作为光源。随着半导体材料工业的快速发展,半导体激光作为光源也渐渐得到了应用。特点:波长为10.6微米,最小聚焦直径约0.2-0.7毫米;适合场合:焊接塑料时热作用区较深,适合需要焊接较厚的塑料材料;
特点:波长1.06微米,属近红外区波长,最小聚焦直径0.1-0.5mm;优点:聚焦区域小,可通过光纤传输来构建光路,可将激光头装到机器人手臂上,实现焊接过程的数控和精密自动化;适合场合:较好的透过上层待焊塑料,到达下层待焊接材料或中间层而被吸收,从而实现焊接,汽车车灯的激光焊接常用此光源;
特点:波长0.8-1.0微米,最小聚焦直径为0.5mm;优点:能量转换效率高,易于实现激光器的小型化和便携化;
1.3 激光焊接的方法
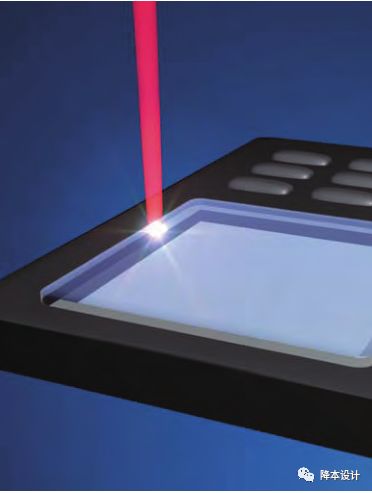
在焊接时激光束通过光学系统和振镜在被焊接的物体上移动或者激光束静止而被焊接物体移动。激光与被焊接物体之间的相互作用时间取决于光束焦点尺寸和移动速度,既而影响焊接时间和效果。轮廓焊接是一种非常灵活的焊接流程,可实现复杂的三维焊接,在包装行业里有广泛的应用。
在同步焊接中激光束同时照射焊接区域,从而明显减少了焊接处理时间,并允许搭桥焊接具有大缝隙的两个相邻部件。与轮廓焊接相比由于更长的激光作用时间使通过同步焊接方法焊接的部位更加牢靠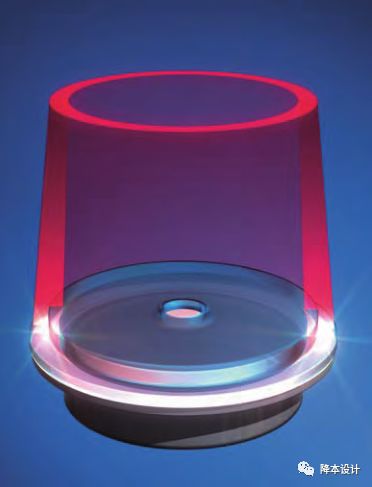
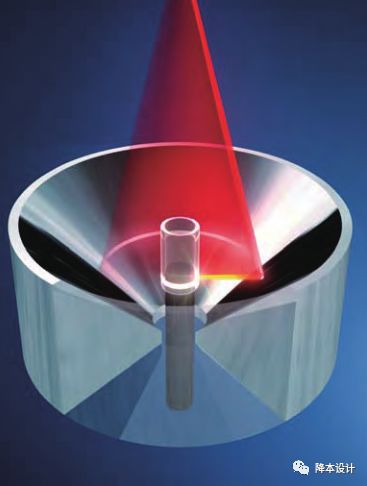
3)放射状焊接
经由高速扫描电机定位后的激光束,再由圆锥型镜面二次反射,可形成对圆柱状表面圆周线状的焊接。按电机扫描的速度快慢程度,可分别作顺序型周线焊接或准同步焊接。
零件的紧配配合确保了焊接加工所需要的嵌位压力,而零件在焊接过程中无须移动。
4)掩模焊接
掩模焊接是一种借助掩模,基于轮廓焊接或着同步焊接方法的流程,其原理与芯片制造上的光刻技术相似。这种流程主要使用在复杂的几何焊接图案上,最小接缝宽度大于100μm。掩模往往是由薄片或金属化的玻璃制成。由于制作掩模比较繁琐,所做的掩模只针对一个焊接几何图案,所以掩模焊接往往缺乏灵活性,但适合大批量的焊接加工。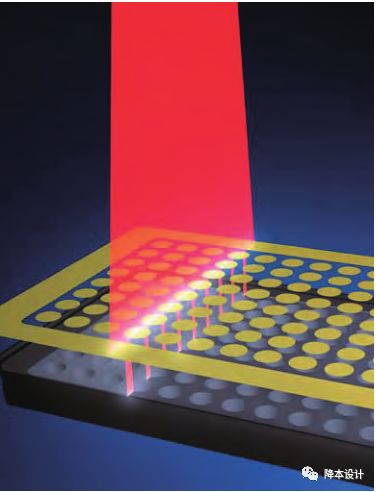
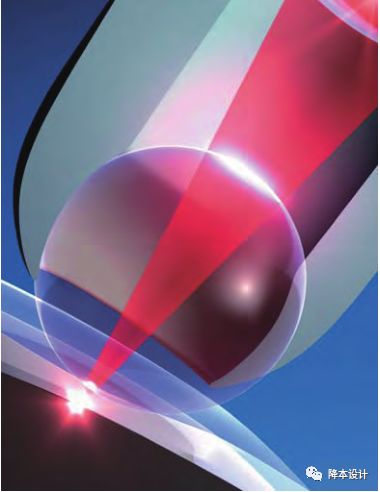
Globo焊接
Globo焊接是沿着产品的轮廓周线进行焊接的。激光束经由气垫式,可无摩擦任意滚动的玻璃球点状式的聚焦于焊接界面,该玻璃球不仅仅进行聚焦而且也充当机械夹紧夹具。当该球在表面上滚动时,为接合面提供了持续压力。这就确保了在激光加热材料的同时有压力夹紧。该玻璃球取代了机械夹具,同时扩大了激光焊接在连续三维焊接中的应用范围。
焊接高强度
焊接部件上的热应力和其它应力被降至最低
简单的焊缝形状
无振动加工
理想的焊缝、完美的外观
干净、清洁、无粉末和杂质产生
高精度
非接触式
可达到气密、真空密封的效果
无工具磨损
某些特殊用途的医用塑料器械产品,其形状和产品结构构成要求必须用焊接的方法;例如高级工业制成品的包装,采用塑料薄膜焊接技术,可以得到加工高速、接缝可靠、外表美观的塑料包装。塑料质外包装材料的激光焊接连接。塑料材料为热塑性塑料和人造橡胶。当今汽车车身的大趋势是力求减轻其重量,因此塑料、树脂、特种玻璃等材料在汽车上得到了越来越广泛的应用。而焊接是其中必不可少的工艺,激光焊接又是所有焊接工艺中较传统工艺优势最大、技术成熟、成本相对最低的一种。因此,激光焊接热塑性塑料、合成树脂、合成橡胶,以及一些特种玻璃等车用材料在汽车工业中应用较多。电子器件产品的封装技术对于焊接环境和工艺的要求非常严格,例如低尘埃量、低热量、无强震动,封装精度高、接缝可靠耐用、外表美观等。封装用的材料很大一部分就是塑料,因此塑料激光焊接同样有很大的应用空间。激光焊接纺织品可以被称作激光缝合。其接缝牢固可靠、加工速度快的优点非常适合缝合纺织品。一些防水服装装备和要求气密性的装备,都可以利用激光焊接来加工。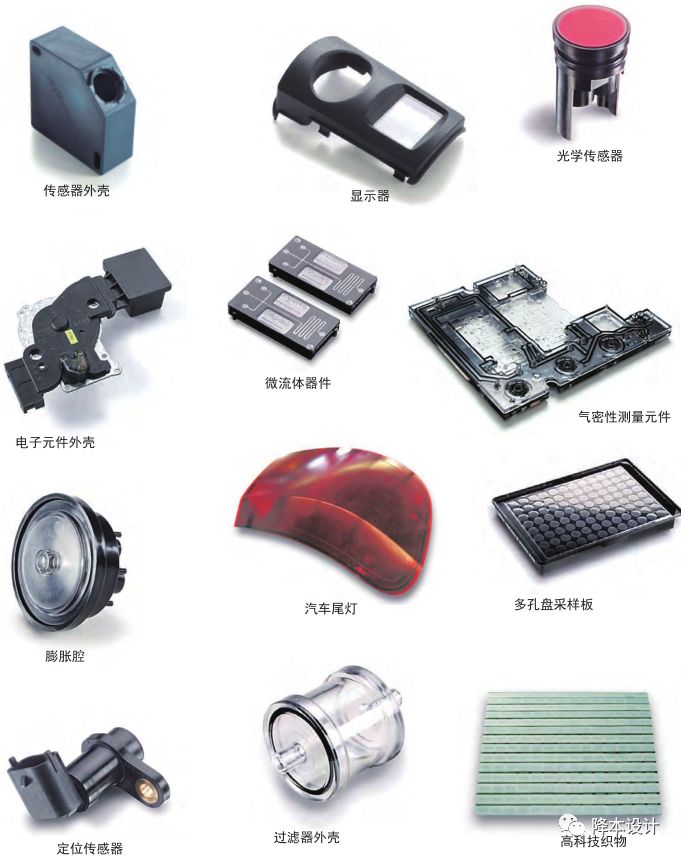
能够被激光焊接的塑料均属于热塑性塑料。理论上,所有热塑性塑料都能够被激光焊接。 塑料激光焊接技术对被焊接塑料的要求为:上层塑胶件材料,则要求对光波的透过性好;下层塑胶件材料,要求对激光光波的吸收性好;尤其在对两件薄塑料件进行叠焊时更是如此。激光对热塑性材料的焊接主要是采用激光透射焊接的方法。此方法对被焊接的两种材料性质有一定的要求,也就是上面的热塑层对采用的激光波长是透明的,而下面的热塑层能吸收激光能量。激光束透过透明的上层材料到达下层材料,下层材料的表面因吸收激光能量而熔化,此时在一定的压力下两种材料通过分子联接而被焊接在一起。由于激光是非机械接触的聚焦在下层材料的表面,激光引起的热效应是局域的,所以此方法可避免对被焊接材料的机械和热损伤。如前所述,塑料激光焊接的本质是将热作用区的待焊接塑料融化,随后冷却自然实现塑料件的接合。让塑料融化需要使塑料件吸收足够的激光能量。塑料自身能够以较高吸收率吸收激光能量自然最好,但一般在不添加吸收剂的情况下,塑料对光波的吸收性不是很好,吸收效率很低,融化效率不理想。 通常理想的吸收剂是碳黑,碳黑能够将红外波长的激光能量基本全部吸收,从而大大提高塑料的热吸收效果,使得热作用区的材料融化更快、效果更好。一些其他颜色的染料也能够起到相同的吸收光波的效果。- 一是直接向待焊接材料中渗入吸收剂,这样应该将渗过吸收剂的塑料件放在下面,而把没有渗吸收剂的塑料件放在上面,让激光光波通过;
- 二是向塑料件待焊接的表面渗吸收剂,这样只有被渗透了吸收剂的一部分塑料将成为热作用区而被融化;
- 三是在两块待焊接塑料件的接触处喷涂上或者印刷上吸收剂。
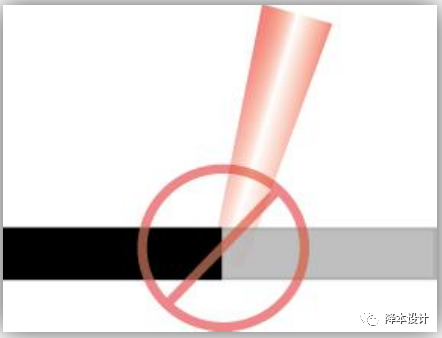
塑料激光焊接中的一个重要课题就是两个被焊接塑胶件的颜色搭配,这是由所采用的激光透射焊接的原理所决定的。下图显示了因材料颜色的不同而造成的焊接难易程度。其中透明+黑色最容易进行焊接。而随着激光焊接技术的发展,白色+白色的激光焊接已经成为可能。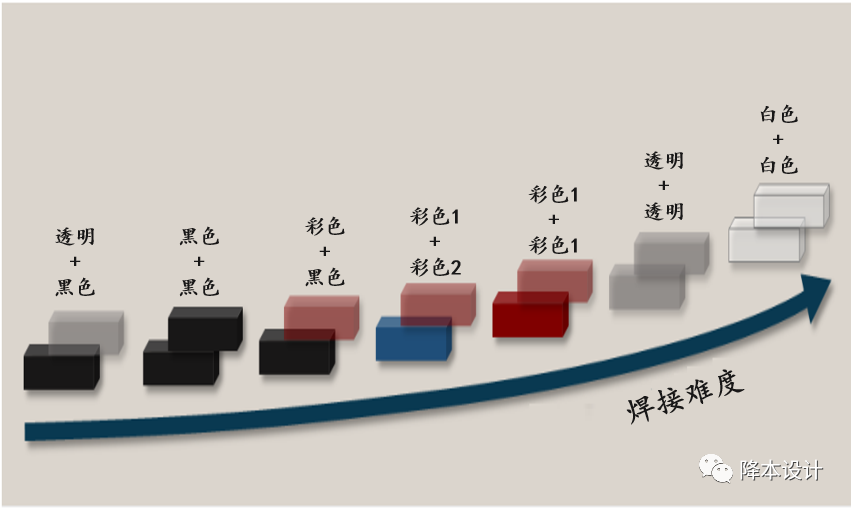
塑胶件的激光焊接结构大致包括三种:搭接型、T型和圆周型。

▲搭接型
▲T型

▲圆周型
▲对接
同塑胶件的超声波焊接一样,在焊接之前两个零件之间需要先使用定位特征进行定位。


使用定位特征
另外,在设计塑胶件结构时,需要考虑激光束的可达性。








 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

