






精密雷射扫描系统的特点在于其能够在保持预期路径位置的同时执行具有挑战性的轮廓运动。这可以称为“最小追踪误差” 或 “最小追随误差”。实现高产能、高精度雷射扫描系统涉及多种因素。为简化说明,必须有两个主要技术元件协同工作以提供这种性能:
1、机械解决方案 - 雷射扫描头本身。
2、控制解决方案 - 雷射扫描头的运动控制器和驱动系统。
雷射扫描头通常由镜片两片镜片组成,每片镜片都直接耦合到其自身的伺服控制马达,并配有精密反馈装置。这些马达-镜片-反馈元件的设计及其相关的机械支撑结构为整体系统的潜在性能设置了基准。为了进行此应用说明中描述的测试,使用相同的机械设置来比较两个不同的控制平台。
控制解决方案始于运动控制器,将期望的轨迹(通常使用G-Code编程语言描述的弧线和直线)转换为一系列控制点(称为“轨迹点”),然后这些控制点被发送到独立的伺服控制器——每个马达一个。这些点是伺服控制器的输入,伺服控制器对这些点进行内插以匹配伺服控制回路的操作速率。为了实现高度精确的矢量运动,每个独立的伺服控制器必须同步接收和使用这些命令位置。这种同步控制使功率放大器的协调运动成为可能,从而控制雷射扫描头中每个马达的运动,最终为过程提供精确的矢量雷射点位置。
为了控制AGV20HP-2振镜扫描仪,将新Automation1运动控制平台的能力与业界标竿A3200运动控制平台的能力进行了比较。请参见表1以比较这些系统。
表1 | Automation1 平台 | A3200 平台 |
输入轨迹 | 输入轨迹 10x10度的方形图案,角落半径为0.5度,命令速度为1000度/秒(1) | |
测试 | 测试 #1:运动控制器将轨迹转换为伺服控制点,不应用有限脉冲响应(FIR)滤波。 | |
测试 #2:运动控制器将轨迹转换为伺服控制点,并在此转换过程中同时应用有限脉冲响应(FIR)滤波。 | ||
运动控制器 | Automation1-iSMC 智能软件机器控制器 | A3200 SMC 软件机器控制器 |
轨迹速率 | 100 kHz | 48 kHz |
运动总线 | Automation1 HyperWire | A3200 FireWire over HyperWire |
驱动电子装置 | Automation1-GL4 伺服控制器频率为200kHz | Automation1-GL4 伺服控制器频率为192kHz |
轨迹到伺服内插速率 | 1:02 | 1:04 |
雷射扫描头 | AGV20HP | AGV20HP |
表1. 本应用说明中测试的 Automation1 和 A3200 控制系统比较。
轨迹以机械角度(镜面旋转)指定,而不是雷射束的光学角度。 如表1所示,Automation1 运动控制器生成轨迹点的速率是 A3200 控制器的两倍多。这使得 Automation1-GL4 能够将其伺服控制频率提高4.2%(从192kHz到200kHz),并将所需的内插速率从1:4降低到1:2。
图1. Aerotech 的 Automation1-GL4 是一款高性能的双轴雷射扫描头驱动器。从这些测试结果中可以看出,当与 Automation1-iSMC 运动控制器配合使用时,其性能更是出色。

雷射扫描头性能测试 雷射扫描头通常利用特殊光学器件将镜片的旋转运动转换为雷射点沿工件的线性运动。本说明中进行的测试仅仅是测量驱动各个镜片的每个马达的位置,而不是测量物理雷射过程的实际性能。相反,这些测试假定根据编码器反馈提高马达定位性能,将转化为整体系统级性能的改进。
第一个测试显示了在轨迹转换过程中不应用有限脉冲响应(FIR)滤波器时,运动控制器运行上述轨迹的性能比较。第二个测试包括每个运动控制器应用的FIR滤波器。在每个控制器上,选择的FIR滤波器抽头数量使伺服回路频率响应的衰减类似于更高频率内容。
Description | Units | Automation1 | A3200 | Automation1 Improvement |
XY 矢量位置误差, Pk-Pk | mdeg | 2.872093 | 3.483799 | 17.56% |
XY 矢量位置误差, Std. Dev. | mdeg | 0.287080 | 0.653970 | 56.10% |
表2. 测试 #1 - 无 FIR 滤波 - 如马达编码器读取的所描述轨迹的位移误差 描述 单位 Automation1 A3200 Automation1 改进
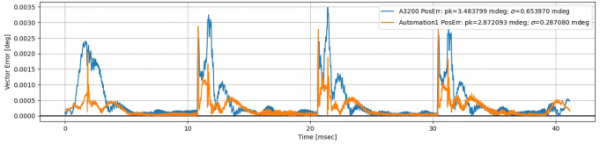
Figure 2. Test #1 – No FIR filtering
Description | Units | Automation1 | A3200 | Automation1 Improvement |
XY 矢量位置误差, Pk-Pk | mdeg | 1.872906 | 3.300665 | 43.26% |
XY 矢量位置误差, Std. Dev. | mdeg | 0.254938 | 0.569312 | 55.22% |
表3. 测试 #2 - 应用 FIR 滤波 - 如马达编码器读取的所描述轨迹的位移误差
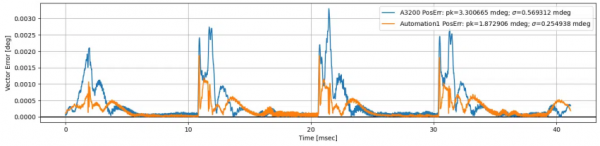
Figure 3. Test #2 – FIR filtering applied.
总结
总而言之,Automation1 运动控制平台在雷射扫描头系统中的增加轨迹速率、提高伺服速率和降低所需的内插速率显著改善了通常称为“追踪”或“跟随”轮廓运动的性能。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

