






柜式气体绝缘开关设备(Cubicle Gas Insulated Switchgear,简称C-GIS,我国俗称充气柜),是近十几年来国外新发展起来的高新技术系列产品,逐渐成为金属封闭开关设备的一个重要品种。C-GIS充气柜是将所有高压元件封闭在充有较低压力SF6气体(或其他气体)的不锈钢壳体内的中压成套设备。其突出特点是安全、可靠性高,免维护、尺寸小,可用在恶劣环境和对空间要求苛刻的场所。
C-GIS属于高科技产品,往往要求现代化的加工设备、加工工艺和焊接工艺等,制造工艺是影响C-GIS产品的质量与水平的最重要的方面,国内产品与国外产品的差距也主要体现在工艺上。其中,C-GIS产品箱体的焊接是影响产品质量和生产效率的关键工序,焊接既要保证箱体的强度和精度,又要保证气密性。国内一般采用的是氩弧焊或气体保护焊,热量输入大,焊接速度慢,由于不锈钢板传热很快,总存在焊接变形。焊接变形的存在装配调试产生不利的影响,焊接的气密性也得不到有效保证。
目前国外企业大多采用德国通快(TRUMPF)公司的三维激光加工(laser oem)中心TruLaser Cell系列配合功率为4kW-6kW的二氧化碳激光器来焊接充气柜。
激光焊接方式焊缝窄,热输入和热变形小,深宽比大,(如图一),有利于减小焊接变形,降低人为因素造成的焊接缺陷,适合规模化生产。但是,激光焊接对箱体的结构形式、不锈钢板材下料精度、焊接夹具设计有更高的要求。本文就来介绍激光焊接应用于充气开关柜制造的特点和要求。
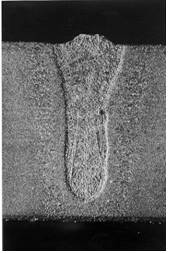
图一:激光焊接横截面
1.激光切割下料;
充气柜柜体材料一般是厚度3mm或4mm的不锈钢板材。板材边缘切口光滑、无倒角、无毛刺,同时板材表面的平面度必须达到要求。为了满足这些目的,必须采用激光切割下料的方式,这是采用激光焊接充气柜的前提条件。
2.柜体侧板的拼接精度
板材之间的搭接方式采用“L”型的拼接方式。采用这样的拼接方式,板材之间的焊接横截面最大,焊接强度最大,但是对于不锈钢钢板之间的拼接精度要求最高。由于激光光斑直径在焦点处大约为0.2mm左右,而且是直接焊接没有填丝,如果板材之间的缝隙太大,则会产生焊接缺陷导致气密性差。
一般来说,各个不锈钢侧板的搭接精度必须满足缝隙值小于0.1mm,偏差值小于板材厚度的0.15倍。如图二所示。
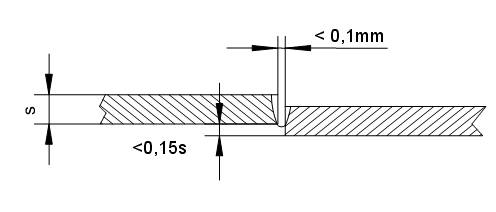
图二:充气柜侧板拼接精度
为了达到以上精度,对于焊接夹具精度的要求较高,而且侧板不能采用折弯的方式,必须由单块的不锈钢板材焊接而成。
3.激光焊接加强筋
为保证充气柜箱体在抽真空和长期放置户外而不变形,板材内部必须放置加强筋增加箱体强度。为了保证焊接加强筋后的侧板变形量尽量减小,采用的是激光间断焊接的方式。目前的设计来看,加强筋主要有两种形式的设计:“#p#分页标题#e#U”型和“几”字型。前者耗费更少钢材,降低柜体重量,从变形量的角度来说,“U”型加强筋的设计要优于“几”字型加强筋。如图所示,

图三:加强筋焊接导致箱体变形
由于折弯工艺的误差,不能保证“几”字型加强筋两侧完全平行于侧板,焊接后应力释放,会导致不锈钢侧板变形,从而影响箱体拼接的精度。
目前的一个趋势是采用“U”型加强筋,激光透过箱体侧板焊接而成。采用这种焊接方式可以将不锈钢侧板变形量降到最低,同时降低夹具设计制造的难度。
图四:激光焊接加强筋
4.激光焊接充气柜箱体
充气柜箱体在激光焊接之前,必须用氩弧点焊的方式把各个不锈钢侧板拼接起来,然后再用激光缝焊保证气密性和焊接强度。
目前大多数企业采用的二氧化碳激光器平均功率为4kW,焊接深度为3~4mm,焊接速度为2.5m/min – 4m/min。采用功率更高的激光器,能够达到更大的焊深和更快的焊接速度,这是业内的一个趋势。比如西门子工厂的三维激光机床TLC1005配置的就是功率为6kW的激光器。
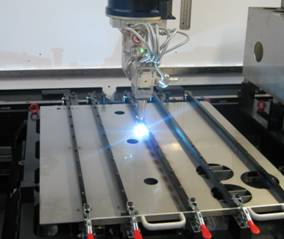
为了保证焊接精度和焊缝质量,必须采用传感器对焊缝位置进行精确定位。由于充气柜的焊接路径几乎都是直线,所以机械微触式探针即可以达到目的。

图五:激光焊接充气柜和焊缝位置检测
5.通快三维激光加工(laser oem)中心TruLaser Cell7040
TruLaser Cell7040是通快公司最新的三维激光加工(laser oem)中心,可用于切割和焊接,为充气柜焊接提供最好的完整解决方案。TruLaser Cell7040采用全飞行光路系统,床身采用悬臂式结构,并且内部钢结构有效地避免了共振。所有导光系统具有高精度和防尘功能,确保机床加工高质量和长时间稳定性。水冷扩束系统确保机床长期稳定操作保证激光束在不同光程的光学参数一致性。机床的开放结构设计,工件可以从三个方向进入加工区,并可根据实际要求改变工作台和交换台的位置。通快公司在全世界有超过20台三维激光加工(laser oem)中心用于充气柜的焊接,具有丰富的行业经验,并向用户提供充气柜焊接所需全套夹具。

图六:通快三维激光加工(laser oem)中心TruLaser Cell7040
结语#p#分页标题#e#
我国城市电网建设和改造、轨道交通以及大型工矿企业等对开关设备提出了小型化、智能化、免维护、全工况等新的更高要求,
都为充气柜提供了大的发展空间。目前激光焊接技术大大提升了充气柜的焊接工艺水平,减小箱体变形量,提高气密性,减低了工人的劳动强度,是国内充气开关柜行业进行产业升级,迈入国际先进制造水平的有效途径。(编辑:韩双露)
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

