






· 在综述国内外镁合金激光切割、激光焊接、激光表面改性等技术的基础上,对镁合金的激光加工(laser oem)技术进行了研究。结果表明:激光切割AZ31B镁合金,切缝窄细平直,垂直度为0.05mm,切面波纹小且分布规律,热影响区不明显;激光焊接镁合金,焊缝成形好,气孔少,热影响区小;AZ31B镁合金激光熔凝处理后,晶粒得到细化,硬度和耐磨性都得到提高。
引言
镁的密度是1.78×103kg/m3,为铝的2/3,钢的1/4。镁合金具有高的比强度、比刚度、导热性、可切削加工性和可回收性,被称为21世纪的“绿色”工程材料。近年来,镁合金材料在各种机壳、“陆海空”交通运载工具、国防工业等方面获得了广泛的应用,随着镁的提炼及深加工技术的发展,镁合金材料已成为继钢铁和铝之后的第三大类金属材料,在全球范围内得到快速发展。
本文在综述国内外镁合金激光切割、激光焊接、激光表面改性等技术的基础上,对镁合金的激光加工(laser oem)技术进行了研究。
1 激光与镁台金材料的作用机理
镁合金材料的激光加工(laser oem)是基于光热效应的热加工,前提是激光被镁合金材料吸收并转化为热能。从原子结构理论分析,激光对金属材料的作用是高频电磁场对物质中自由电子的作用,材料中的自由电子在激光诱导作用下发生高频振动,通过韧致辐射,部分振动能量转变为电磁波向外辐射,其余转化为电子的平均动能,再通过电子与晶格之间的驰豫过程转变为热能。
不同材料对于不同波长的激光的吸收有很大的差别,吸收率AN,表示为:
其中:c0为光速,c0=3×108m/s为入射激光的波长;为金属材料的导电率。
从式(1)可以看出,被加工材料一定时,激光的波长越短,材料对激光的吸收越多。金属中的大量自由电子由于集肤效应的作用,阻碍激光能量深入材料内部,使之大部分被反射掉,所以一般材料对CO2气体激光(λ=10.6μm)的吸收比对YAG固体激光(λ=1.06μm)的吸收低。当激光波长为一恒定值时,材料对该激光束吸收率的大小取决于材料的导电率,导电率越大,材料对激光的吸收越少。所以,镁合金材料对激光的吸收比一般金属材料对激光的吸收要低.这是对镁合金材料进行激光加工(laser oem)的难点之一。
2 #p#分页标题#e#镁合金的激光切割技术
切割是镁合金材料深加工的首要环节,良好的切割质量是材料深加工的保证。与传统切割方法相比,激光切割具有更高的切割精度、更低的粗糙度和更高的生产效率。目前,国内外对镁合金激光切割的研究尚属鲜见。
我们利用500W固体脉冲Nd:YAG激光对4mm厚AZ31B镁合金板材进行了切割工艺研究。激光切缝窄细,上缝宽0.45mm、中缝宽0.22mm、下缝宽0.35mm,切缝垂直度为0.05mm,切面波纹小且分布规露。热影响区不明显,切缝的整体宽度约为空气等离子弧切割的1/4。但是,切缝的下表面有轻微的氧化现象,切面有80μm厚的组织形貌为等轴晶的重熔层。工艺研究得出的结论是:切缝宽度随着放电电压、脉冲宽度、脉冲频率的增大而增大,切割速度与辅助气体对切缝宽度的影响不大。图1为AZ31B镁合金激光切割宏观形貌和微观组织照片。
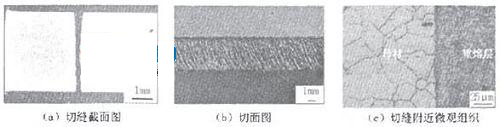
图1 AZ31B镁合金激光切割宏观形貌及微观组织
3 镁合金的激光焊接技术
镁合金的焊接性能不好,是制约镁合金应用的技术瓶预之一。相比传统焊接方法,激光焊接具有焊接速度快、热输人低、焊接变形小的特点。镁合金激光焊接技术的研究处于起步阶段,国内外对镁合金的激光焊接研究主要集中在镁合金的连续CO2激光焊接和固体脉冲YAG激光焊接两个领域。
德国的R.S.Coe1h。等Coelho用2.2kW的Nd:YAG激光器焊接了2mm厚的AZ31B镁合金。得到了表面成形好、气孔少、HAZ区小且无品粒明显长大的焊缝。加拿大的H.Al-Kazzaz等用4kW的Nd:YAG激光器成功焊接了2mm-6mm厚的ZE41A。焊接过程中激光功率过高或过低都会导致加工表面功率密度降低,问时焊接形式从小孔聚焦转变为部分聚焦,最后为热传导模式。
激光复合热源焊接作为新型焊接技术日益受到关注,宋刚等用400W固体脉冲YAG激光加旁轴式TIG作为焊接复合热源,首次成功焊接2.5mm厚AZ31B镁合金板材,复合焊接的熔深可达TIG单独焊接的2倍、激光单独焊接的4倍,且焊缝与母材抗拉强度(240MPa)相当。为了提高镁合金材料在焊接过程中对激光的吸收率,孙昊等用500W固体脉冲YAG激光器研究了活性剂对镁合金激光焊接过程的影响,氧化物和氯化物能够增加镁合金激光焊接的熔深和深宽比,原因是活性剂微细粉末在激光作用初期增加了对激光能量的吸收。
我们已经进行了镁合金薄板的激光焊接和激光复合焊接,目前正在研究中厚板的激光焊接,为工程实践提供理论支持。
4 镁合金的激光表面改性技术
随着激光表面改性技术的不断完善,镁合金激光表面处理在镁合金表面耐蚀性、耐磨性等方面的应用越来越受到国内外研究者的重视。激光表面改性技术分为激光表而重熔、激光表面合金化及激光表面熔覆等。
4.1 激光表面重熔
镁合金激光表面重熔使材料表面组织晶粒细化、显微偏析减少、生成非平衡相,进而引起表面强化,使合金表面耐磨性增加。#p#分页标题#e#
巴基斯坦的Ghazanfar Abbas等利用1.5kW的半导体激光器对AZ31和AZ61镁合金进行表面熔凝处理,AZ31的硬度由基体的65HV提高到熔凝层的120HV, AZ61的硬度由基体的70HV提高到熔凝层的140HV,且磨损量都降低了一半,提高了其耐磨性。
高亚丽等用800W的CO2激光器对AZ91HP镁合金进行了激光表面熔凝处理。与原始镁合金相比,熔凝层的硬度约提高90%左右,耐磨性提高78%,耐蚀性显著提高。这是枝晶细化和熔凝层中相对较多的共同作用。我们用5kW横流CO2激光器研究了AZ31B的激光熔凝技术,微观组织见图2,可以看出,熔凝区晶粒比母材明显小很多。
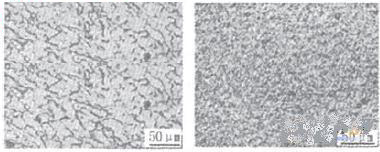
图2 AZ31B镁合金激光熔凝微观组织
4.2 激光表面合金化
国内外在镁合金表面采用合金化处理的研究较少,主要的研究是利用注人硬质颗粒来提高合金化层的耐磨性。
印度的Majurndar J D等利用l0kW连续CO2激光器对MEZ采用Al+Mn,SiC和Al+Al2O3合金粉末进行表面合金化处理,硬度由基体的35HV提高到合金化层的270HV,由于硬质相SiC的存在,同时耐磨性得到了提高。
陈长军等使用5kW的CO2激光器对表面上预置了Al-Y粉末的ZM5进行了合金化处理,涂层硬度可达到250HV-325HV,而基材的硬度仅为80HV-l00HV。同基材相比,激光处理后的涂层耐蚀性得到显著提高。
4.3 激光表面熔覆
与激光熔凝、激光合金化相比,国内外对于镁合金激光熔覆研究相对较活跃,镁合金激光熔覆主要围绕提高镁合金的耐磨和耐蚀性进行。
德国Maiwald T等用Al+Cu,Al+Si和AlSi30合金粉末对AZ91E和NEZ210进行激光熔覆,Al+Si熔覆层的耐蚀性好于Al+Cu熔覆层,AlSi30熔覆层的耐蚀性最好。德国Bakkar A在碳纤维强化的AS41表面上激光熔覆Al-S,粉末,得到了与基休有良好交界区的熔覆层,且熔覆层的耐蚀性提高了。
黄开金等采用3.5kW激光器在AZ9ID表面有效地熔覆了非晶复合粉末Zr-Cu-Ni-Al/TiC,在非晶和金属间化合物的作用下,熔覆层的硬度由基材的100HV0.1提高到850HV0.1#p#分页标题#e#左右,硬度提高了7倍左右,加人TiC后,硬度更是提高了9倍左右,同时熔覆层的耐磨性较基材提高了16倍。
通过表面改性来改善镁合金结构服役性能是一个重要的手段,将会成为镁合金研究的重要方向之一,但这方面的工作,还远远做得不够,可供实际借鉴的研究更是屈指可数。
5 镁合金激光加工(laser oem)的进一步研究
镁合金材料已经引起了世界各国研究与开发的兴趣,但是70%左右的镁合金材料主要以铸件或压铸件的形式被应用,只有10%左右用压力加工方法加工成厚板、薄板、棒材和型材、锻件和模锻件等,因此,开发镁合金的深加工是必然趋势。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

