





我公司2002年10月购进一台FINN-POWER 激光切割机(laser cutting),该机电机部分采用了目前最先进的直线马达、磁悬浮直线导轨,致使其定位速度高达300米/分钟,切割速度25米/分钟(1mm铁板,N2保护时),在当时是亚洲唯一一台采用线形马达的高速激光机。该机输出功率为3500W。
该机于2003年2月中旬突然出现功率下降。具体表现为:2.5mm铝板切割不了;厚铁板也切割不了。按常规进行检查,程序正常(焦距偏置与功率设定)、焦距未变、切割镜外观无异常、气压正常、气体纯度正常(气瓶未更换),气嘴对中度很好;
观察发生器玻璃管颜色,发现即使大功率时也为粉红色(见图片1),由此可以推断是发生器出了故障。

(图片1)
与香港代理商和芬兰FINN-POWER公司电话及e-mail联系。陈述检查的项目及结论后,对方要求做两个试验:1、发生器漏气检查;2、烧热敏纸,并e-mail检查结果图片。
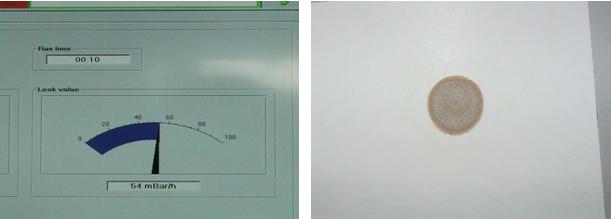
发生器漏气检查是在操作工的操作下进行机床漏气自行检查,正常情
况下漏气
不能大于5mbr/小时,结果发现漏气达到54 mbr/小时(见图片2)
不能大于5mbr/小时,结果发现漏气达到54 mbr/小时(见图片2)
图片2 图片3
以断定发生器已出现漏气。
对该机做热敏纸燃烧实验时,发现所烧孔不圆且未烧穿(见图片3),根据以往经验,可以初步判定该机功率已降低且激光传输角镜有偏移。
后香港代理商维修人员来现场进行上述常规检查,结果与上述无异。便决定检查发生器部分。#p#分页标题#e#

图片4
经仔细排查,发现发生器玻璃管已有裂缝(见图片4)。由于该机为亚洲引进的第一台机,发生器玻璃管香港及国内没有备件。经过设备制造商
图片5 图片6
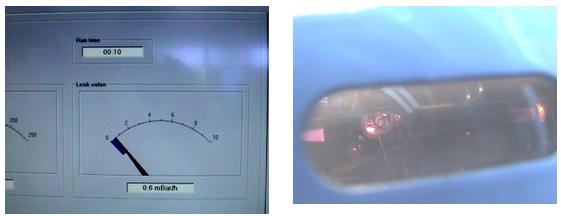
FINN-POWER公司同意,我们试着用玻璃胶密封裂纹,做发生器漏气检
查,已正常(见图片5),每小时漏气0.6 mBar,达到每小时漏气小于5 mBar要求。
但观察激光发生器,发现用玻璃胶密封部分的发生器玻璃管颜色变成了暗红色(见图片6),可判断切割功率很低。做热敏纸燃烧实验,发现所烧孔比图片3更偏心

图片7
(见图片7的最大孔)。由于在代理商检查发生器时,取出发生器反光镜进行外观观察,可能安装后导致发生器反光镜偏离。因该发生器对中要特殊工具,我们只能等设备制造商FINN-POWER公司维修人员前来修理。
FINN-POWER维 修工程师对该机的5个反光镜,B轴镜片(该机采用B轴的角度变换来控制激光输出功率)进行了清洁保养。用专用工具,花大量的时间进行光束对中工作(见图片 7中最下孔)。检查完毕,激光发生器玻璃管颜色正常,用专用工具检测激光功率略微低于正常水平。便将B轴镜片更换,测试功率完全正常。
针对此次玻璃管破裂,可能的原因及预防措施:
1、#p#分页标题#e# 空 气湿度太大。因为在玻璃管破裂之前,操作工发现发生器外罩有水珠滴出;且在检查破裂玻璃管壁上有水印痕迹。对此,公司增加了两台5匹空调、一台8匹空气干 燥机;FINN-POWER工程师将该机发生器室内空调温度调至22℃,与发生器冷却水温度相同(22℃)。而在此次事故之前,发生器室内空调温度设定为 26℃,低温的玻璃(22℃)遇湿度大的高温空气,也可能导致玻璃破裂。
2、 玻璃管内气压与玻璃管外气压差23mbr。FINN-POWER维修工程经过检测发现玻璃管内与玻璃管外有气压差,现已将管内填充压力与管外设定一致,减少出现压差的可能。
3、 B 轴的老化或者缺陷也影响激光机功率的输出。
4、 在无专用调校光路对中(5个反光镜的位置)工具前,不能撤卸激光器的反光镜。如果在更换玻璃管前不撤卸反光镜,玻璃管更换后,功率应能够上去。
关于图片分辨率问题,我已做了改进,为使本文结构更合理,我添了一张图片(一张更直观的调节激光中心前后的对比图—图片7)。
图片6的分辨率难以达到很好的效果,因为照时激光机功率低,呈暗红色,印刷出来,黑白可能不清楚。可否取消?请斟酌!!
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

