






研制大飞机重点要加强飞机研发、关键部件制造及总装、市场营销等方面的能力,要突破飞机发动机、机载设备、材料等关键核心技术。典型零件和难加工材料的加工也是其中的一个关键环节。机床工业如何为航空工业服务,首先要了解飞机等航空零部件的结构和工艺特点。
1、飞机零件的结构特点
典型的飞机零件的结构特点是薄壁结构,形状复杂,外形变斜角变化大,外形多为双曲面,要求成形精确。为了减轻飞 机重量,增加飞机的机动性和增加有效载荷和航程,进行轻量化设计,广泛采用新型轻质材料。为了提高零件强度和工作可靠性,主要采用整体毛坯件和整体薄壁结 构。现在大量采用铝合金、钦合金、耐高温合金、高强度钢、复合材料等。结构复杂的薄壁件、蜂窝件不仅形状复杂,而且孔、空穴、沟槽、加强筋等多,工艺刚性 较差。
2、飞机制造中需要用机床加工的典型零件,主要有飞机机身结构件和发动机的关键零件两部分:
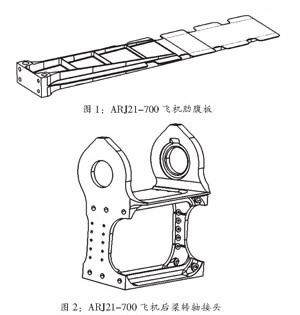
2.1、飞机机身结构件的典型零件有梁、筋、肋板、框、壁板、接头、滑轨等类零件。且以扁平件、细长件、多腔件 和超薄壁隔框结构件为主,如图1,图2,图3所示。毛坯为板材、锻件和铝合金挤压型材。材料利用率仅为5%-10%左右,原材料去除量大。目前,国内飞机 零件,90%以上为铝合金件,少量为不锈钢和钦合金钢,且整体结构件越来越多,应用复合材料是今后的发展方向。

2.1.1、典型零件的结构特点
2.2、飞机发动机的关键件有机匣、各类叶片和整体叶盘。
(1)、零件的轮廓尺寸越来越大。如有的梁类零件的长度已达到13m。
(2)、零件的变斜角角度变化大,超薄壁等。最薄处尺寸只有0.76mm左右,所以,加工工艺刚性差。
(3)、零件的结构越来越复杂,很多零件采用整体结构。
(4)、零件的尺寸精度和表面质量要求越来越高,如有些零件加工后出现的毛刺等缺陷,不允许用人工去除。
2.1.2、加工飞机机身典型零件所需主要设备
(l)三坐标加工中心,如大型龙门立式加工中心;
(2)五轴联动加工中心,如大型龙门立式加工中心,应配备A/B摆角铣头或A/C摆角铣头,五轴联动时摆角达到±25°即可,要求主轴转速达到6000r/min左右,机床定位精度0.02mm;
(3)从发展考虑,需要大型龙门式双主轴五坐标加工中心,工作台尺寸5m×20m,用于加工梁类零件;
(4)加工铝合金件需要大功率高速加工中心,功率≥40KW,主轴转速20000r/min以上,带两坐标摆角铣头。定位精度,全长X≤0.04mm,Y/Z:≤0.02mm,A/B或A/C摆角≤0.004°;
(5)由于整体铝合金件切削加工去除量大,为便于排屑,最好需要工作台可以翻转90°的卧式加工中心,目前,国内尚无这种卧式加工中心;
(6)飞机机身结构件品种多,形状各异,且工艺刚性差,需用大量卡具。为降低成本,缩短生产准备周期,还需要各种柔性卡具;
(7)饭金成形件主要涉及蒙皮、型材、导管等曲面成形,要求成形精准。为保证制造精度,需要大规格蒙皮
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

