




摘要:通过实验研究了紫外激光切割晶圆的工艺,测得不同激光功率和切割速度下的切割深度和切缝宽度,分析了各参数对切割深度及切割质量的影响,对存在的问题提出了改进的意见及方法,为实际应用中参数的选择和工艺的改进提供了参考。并依用户要求对晶圆样品进行实际切割,经用户鉴定达到了使用要求。
引言 日常生活中,手机、数码相机、电脑、家电中的PCB和FPC上面都布满集成电路,它是采用一定的工艺,把电路中的元器件和布线制作在半导体晶片上,然后封装为一个整体,使之成为具有所需电路功能的微型结构,这样整个电路的装配密度高、体积小、功耗低、引出线少、可靠性高、便于大规模生产。其中半导体晶片的原材料是硅,二氧化硅经提炼提纯后,制成高纯度的多晶硅,再将多晶硅融解、拉晶制成硅晶棒,硅晶棒经过研磨、抛光和切片后即得到制作集成电路的基本原材料——硅晶圆片。将晶圆片经过沉积、蚀刻、加温、光阻处理、涂布、显影等数百道工序,在硅晶片上加工制作成具有特定电路功能的IC产品,晶圆制造就完成了。由于工艺需要及为了提高制作速率和降低成本,通常是在晶圆上制作集成电路芯片阵列,然后采用切割工艺将其分割。切割完毕后再进行焊接和封装,经过测试后就可以上市或者送到相应的客户手中用于生产各式产品了。
晶圆切割的目的是将晶圆上一颗颗晶粒切割分离,传统方式是采用钻石刀切割,但由于硅是脆性材料,极易碎裂,接触式加工极易使边缘破裂,交叉部分更为严重,导致成品率低,原材料的损耗大,有时还可能造成隐性裂纹影响电性参数。且随着电子产品“轻、薄、短、小”的市场趋势,晶圆的厚度也不断减薄,变的更为脆弱,因此钻石刀切割的破片率大量增加,此阶段晶圆价格昂贵,百分之几的破片率就足以使利润全无;另一方面当成品晶圆覆盖有金属薄层时,问题更加复杂,金属碎屑会包裹在钻石刀锋上,使切割能力大大下降,严重的会有造成破片碎刀的后果。其切割效果如图1所以,崩边现象明显,尤其是交叉部分破损更为严重。这样机械加工方式已经遇到无法克服的困难,此时人们自然想到用激光来加工。

图1 钻石刀切割晶圆切边状况
激光切割属非接触加工,无应力,因此切边平直整齐,无损坏;不存在刀具磨损问题,因此无耗材,降低使用成本;不会损伤晶圆结构,电性参数优于机械切割方式;切割速度快,切割深度容易控制,可以在维持速度不变的条件下,加大输出功率来增大切割厚度,工作效率大大提高;切缝宽度小,这意味着可以在同样尺寸的晶圆上作出更多的产品,提高产量和降低成本;激光可以切割任意形状,如六角形晶粒,突破了钻石刀只能以直线式加工的限制,使晶圆设计更为灵活方便。因此激光切割显然是晶圆切割的一条必走之路。
另外,IC在日常应用、科学研究和军事领域都已经成为不可或缺的用品,随着应用范围及需求用量的扩大,多年来晶圆生产及晶圆代工一直以强劲的势头发展,经济效益更是逐年高速增长,但是长期以来激光切割晶圆的技术一直被国外所垄断,其设备昂贵的价格令厂商望而却步,而国内激光切割晶圆技术虽在逐步发展但并不成熟,只能依赖于国外的技术支持,因此研究激光切割晶圆技术在打破国外垄断、发展自主创新技术和提高产业经济效益等方面都有积极且重要的意义。
1 实验原理与系统
1.1激光切割原理#p#分页标题#e#
激光经过聚焦后照射到材料上,使被切割材料温度急速升高,然后使之熔化或汽化。随着激光与被切割材料的相对运动,在切割材料上形成切缝从而达到切割的目的。在切割晶圆时通常选择紫外激光作为切割光源,与YAG和CO2激光通过热效应来切割不同,紫外激光直接破坏被加工材料的化学键,从而达到切割目的, 这是一个“冷”过程,热影响区域小;另外紫外激光的波长短、能量集中,切缝宽度小,因此在精密切割和微加工领域具有广泛的应用[2]。另外在实际应用中激光切割晶圆有两种,一是划片切割,即切割深度只需硅片厚度的1/3~1/4,由于应力作用只需稍加外力,晶圆就可以很容易地沿切缝裂开;二是穿透切割,要求将晶圆切穿并分离。晶圆切割首先是晶圆黏片,它是在晶圆背面贴上黏性薄膜并用钢制框架支撑,然后进行切割。
1.2实验设备及过程
实验所使用的设备为木森科技的WaferCut350,其主要性能参数如表1所示:
|
激光系统 |
JDSU Q301-HD |
|
工作面积 |
300mmx300mm |
|
激光波长 |
355nm |
XY平台定位精度 |
±3μm |
|
|
光束模式 |
TEM00 |
XY平台重复精度 |
±1μm |
|
|
最大功率 |
10w |
平台旋转精度 |
±0.001° |
|
|
脉冲范围 |
0~250kHz |
定位检测分辨率 |
0.5μm |
表1 实验设备的主要参数
其工作光路图如图2所示:
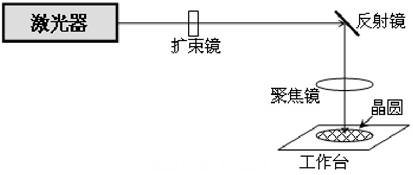
图2 工作光路图
对于晶圆切割来说,我们关心的是切割深度和切割质量,而晶圆切割质量主要从切缝宽度、切割侧壁质量、切缝边缘的光洁度几方面来衡量。其中切缝宽度容易观察和测量,是一个重要的衡量标准。激光是切割中所用的“刀”,是最关键的部分,直接影响切割深度和切割质量,其主要参数为光斑直径、功率及重复频率、切割速度和材料性质等,本文研究这几个参数对切割深度及切缝宽度的影响,并做出理论分析,为实际应用提供参考依据。
2 实验结果与分析
2.1光斑直径的影响
激光切割的切缝宽度同光束模式、偏振性和聚焦后光斑直径有直接的关系。实际切割中采用TEM00模,圆偏振,但激光的模式通常都并非理想的基模,当功率增大或者使用时间过长时会产生变化。光斑直径是指光强降落到中心值的1/e2的点所确定的范围,这个范围内包含了光束能量的86.5%,理想情况下直径范围内的激光可以实现切割,范围外的不与材料发生作用,则切缝宽度等于光斑直径。但实际中由于材料的导热性、熔点、沸点等参数的不同,以及激光功率的变化,切缝宽度是不等于光斑直径的,它们的关系要依据激光能量的输入和材料性质而定。但在绝大多数情况下,切缝宽度是略大于光斑直径,减小光斑直径,就减小了切缝的宽度。
在晶圆切割中,聚焦后的光斑直径当然是越小越好,这样切缝宽度就会越小,相同的条件下就可以使晶圆做到更高的集成度。设激光的束腰半径为ω#p#分页标题#e#0,光束质量因子为M2,激光波长为λ,聚焦镜焦距为f,扩束镜准直倍率为A,由激光原理[3]可得激光经过扩束镜后和聚焦镜后
束腰半径 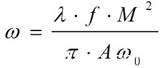
焦深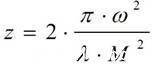
式中激光的波长λ和光束质量因子M2由激光器来决定,可以选择短波长和较小M2的激光器来减小光斑尺寸,另一方面通过减小聚焦镜的焦距和调整扩束镜倍数来得到较小的光斑尺寸。但是减小聚焦镜焦距的同时焦深会缩短,不过在划片切割时并不需要太大的焦深,只有当穿透切割较厚的晶圆时需要考虑焦深的问题,因此要根据实际要求合理的选择聚焦镜焦距和扩束镜倍数。
2.2激光功率对切割的影响
实验中设定激光重复频率为20kHz,切割速度50mm/s,焦点位于晶圆表面,改变激光功率测得相应的切缝宽度和切割深度,得到关系如图3所示。
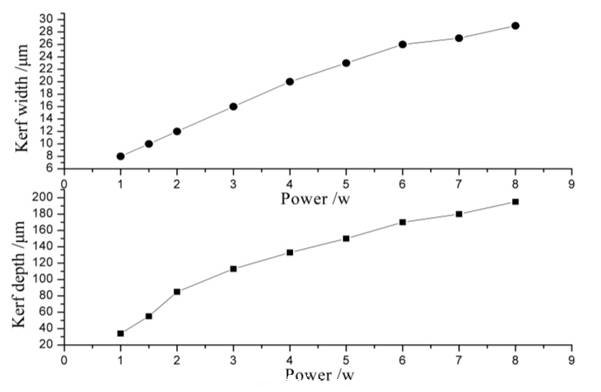
图3 激光重复频率为20kHz,切割速度50mm/s时,切缝宽度及切割深度随激光功率的变化
激光功率是影响切割深度和切缝宽度的主要因素,从图中可以看到,在其他参数固定不变时,切缝宽度和切割深度随着激光功率的增加而增大。这是因为晶圆所获得的能量E为功率P与时间t的乘积,当切割速度不变时,即激光照射时间恒定,随着激光输出功率增大,单位时间内材料获得的能量增加,切割的深度随之增加。另一方面在,随着激光功率的增大,热影响区增加,同时直径范围外的能量也随之增加,其作用不可忽略不计,这部分激光与材料发生作用,使切缝宽度增加。但由于其能量只占到全部的13.5%,所以其切割深度远小于中心部位,通常会造成切缝截面的顶部呈漏斗状,降低了切割质量,可以使用光阑滤掉边缘部分来解决此问题。
2.3激光重复频率对切割的影响
当激光功率一定时,晶圆受到照射的时间越长,获得的能量就越多,紫外激光虽然属于“冷加工”,但是还是存在一定的热效应,又由于硅的导热性能差,热量会积累在切割处,烧蚀现象严重,解决方法之一是激光采用脉冲工作模式,缩短激光与晶圆的作用时间,这样能量在极短的时间内被带入,不会发生连续激光加工(laser oem)过程中的过热现象以及过多熔化现象。
实验中发现当重复频率小于10kHz时,切割时声音尖锐刺耳,切割深度较浅,切缝较宽,随着频率的增加,切割时声音变小,切割深度增加,切缝宽度也减小。当重复频率达到#p#分页标题#e#50kHz时,切割深度达到最大。频率继续上升时,切割深度再次减小。这是因为在其他参数不变的情况下,重复频率越高,峰值功率越小,单脉冲与材料作用的时间越短,因此热影响区越小,切缝宽度也就越小。当重复频率较低时,虽然脉冲的峰值功率很高,但平均功率很低,所以造成了切缝较宽,切割深度却不大的现象。随着重复频率的上升,脉冲峰值功率降低,但平均功率增加,在一个适当的范围内,可以达到较小的切缝宽度和较大的切割深度。当重复频率继续上升时,虽然输出的平均功率增加,但是脉冲的峰值功率下降到不足以使硅气化,因此切割深度又变小。
2.4切割速度的影响 切割速度决定了生产效率,在保证切割质量的前提下,尽量提高切割速度从而提高生产率,降低加工成本,对现代企业的发展是一个不容忽略的问题。
实验中固定激光功率为5w,激光重复频率为20kHz,焦点位于晶圆表面,改变切割速度测得相应切缝宽度和切割深度,如图4所示。
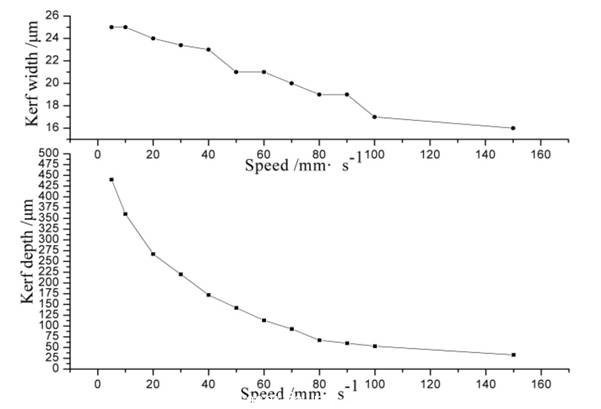
图4 激光功率5w,重复频率20kHz时,切缝宽度及切割深度随切割速度的变化
从图中可以看到,其他参数不变时,切缝宽度及切割深度都随着切割速度的增大而减小。切割速度的变化意味着激光与材料的相互作用时间改变,即激光能量密度的改变。当切割速度较小时,激光能量密度过大,会使得切缝周围的材料也被熔化或气化,导致熔渣多切缝粗糙,切缝宽度过大,切割质量较差。随着切割速度增加,能量密度减小,切割深度也减小,当速度在一定的范围内,激光能量密度适中,刚好使材料气化,形成光滑均匀的切缝,切割质量最好。但当速度继续加快,超过一定值的时候,激光能量密度过小,材料获得的能量不足以使其完全熔化或者气化,就不能切割材料。
2.5激光功率、激光重复频率及切割速度的共同影响
激光功率、切割速度和重复频率共同决定了切割中晶圆获得的能量的多少,即共同决定了切割深度和切缝宽度。另一方面激光以脉冲方式工作,利用极高能量密度在瞬间熔化和气化材料,在晶圆上打一系列连续的孔从而实现切割。这样光斑的重叠率是关键的参数,重叠率是指相邻光斑重叠面积占光斑面积的百分比,它对切边的平直度有较大的影响。在切割过程中光斑变形很小,可以认为仍是圆形的,如图5所示,重叠率越高则切边越平滑质量越好。光斑重叠率S与激光重复频率、脉冲宽度和切割速度有关,可以由简单的几何关系得出。因此在实际切割中要根据输入能量和重叠率来合理的选择参数来搭配。另外为了克服圆形光斑的不足,可以通过采用柱面聚焦镜[4],将激光束变为线光源,光斑整形为矩形,这样一方面可以进一步减小切缝宽度,而且还可以使切边连续,提高切割质量。
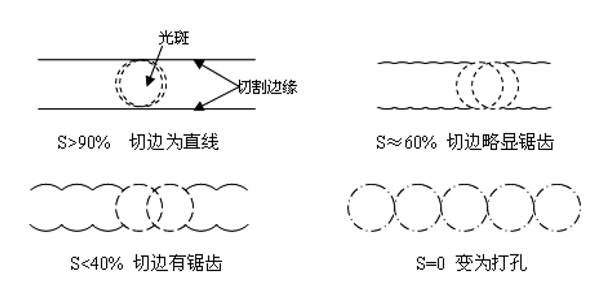
图5 不同重叠率下切割边缘的区别
#p#分页标题#e#2.6辅助及保护部分
在切割的过程中,熔体的溅射是不可控制的,少许熔融的高温小颗粒以极高的速度从切割道中溅射出来,附着在切割道两旁的晶圆表面上,在冷却的过程中会和晶圆熔为一体,破坏了晶圆表面的结构,使之成为不可用的废品。因此必须采取相应的保护措施,使高温熔融的小颗粒在溅射到晶圆表面之前冷却,或者在晶圆表面上加隔离层使熔融体无法与晶圆表面直接接触。前者可以在切割时采用与激光同轴喷射的气体或者液体冷却,若采用气体,熔融体冷却后会成为粉尘附着在切缝两旁,在之后的清洗工艺中即可除去,气体同时还起到保护镜组的作用,并且根据实验,应采用不与硅发生反应的气体,如氮气或者惰性气体。在吹起的过程中同时加入吸尘系统,将切屑直接抽走效果会更好;若采用液体,通常使用去离子水,熔融体会在水中冷却并被带走。后者可以采用中性的液态薄膜作为隔离层,在切割完毕之后进行晶圆的清洗即可。
3 结论
对于划片切割,在切割完毕需要进行裂片和扩晶;对于穿透切割,由于轻微的热效应影响,切割完毕后晶粒不会自动分离,而是由极为微弱的附着力而黏连在一起,在扩晶中即将蓝膜绷紧,晶粒就会在张力的作用下分开,井然有序排列于蓝膜上,而框架的支撑避免了胶带的褶皱与晶粒之互相碰撞,并利于搬运。之后由设备将一粒粒的晶粒取走进行后续工艺。
在此实验中,用紫外激光对晶圆进行了切割测试,测得不同激光功率和切割速度下的切缝宽度及切割深度,对其做出理论分析,为实际应用中参数的选择和工艺的改进提供了参考及依据。本实验的结果也适用于其他类型的晶圆,如氮化镓(GaAs)、碳化硅(SiC)、蓝宝石等。另外还依据实验结果及分析来选择合适的参数,对晶圆样品进行切割,取得了很好的效果,经用户鉴定达到了实际应用的要求。如图6(a)(b)所示,分别是划片切割和穿透切割的断面照片,(a)为划片,其中上部为激光切割,下部为裂片,可以看到切割部分均匀整齐,裂片部分光滑平整,(b)为穿透切割,断面均匀整齐。图7为切割的正视图,切边光滑,无崩边等损坏现象。
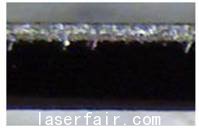
图6 (a) 划片切割的切割断面 (b)穿透切割的切割短断面
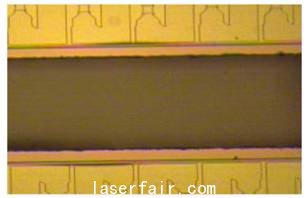
图7 激光切割晶圆正面图
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

