






摘 要
本研究主要系针对Kovar合金进行雷射硬焊之界面接合研究与探讨。影响Kovar合金雷射硬焊之制程参数有激光束、能量、时间及气氛等之控制。然而,能量、离焦距离及时间等参数之控制,主要选择Ag-Cu系共晶温度(779℃)来进行雷射硬焊实验,以使BAg-8银铜硬焊材料在Kovar合金上有较佳之润湿性。
关键词:Kovar合金、BAg-8硬焊合金、共晶温度、润湿性
一、前 言
雷射加工技术包含雷射焊接、切割及表面处理等制程技术。雷射硬焊则是属于材料表面处理技术,利用雷射热源进行硬焊处理,除了有入热量低、变形量小、生产效率高之外,还有容易在大气环境下操作等优点。良好雷射硬焊的参数控制,使得硬焊材料与母材间之稀释率可大幅降低金属间介金属相之生成。因此,有一些异材硬焊报告中指出,与钛合金的反应产物是多变的,这是因为在一系列的热处理实验过程中,原子间反复扩散而发生反应。针对共晶组织之Ag-Cu(熔点为780℃)系一般较为适用,这是因为BAg-8银基硬焊材料具有相当良好的延性,使得两种不同材料所具有不同的热膨胀系数造成的应力提升[1]。
Fe-Co-Ni合金(Kovar合金)组成系属于一般常见的密封接合铁镍合金之一,其具有低热膨胀系数,且相近于硬玻璃材料(硼硅玻璃)。此材料足以符合金属与玻璃组件紧配膨胀之密封特性[2]。目前Fe-Co-Ni合金已广泛应用在电子工业上,诸如能量管与X光管,以及其他汽车产业中常用之压力传感器与光通讯产业雷射二极管。
二、实验方法#p#分页标题#e#
本研究所使用之材料为Kovar合金,其成份为53Fe-29Ni-17Co(wt-%)以及其他微量合金元素。该合金之机械与物理性质如表1所示。Kovar合金试片尺寸为10×10×0.2mm。所使用之硬焊填料为0.3mm直径之BAg-8银铜合金硬焊线材,其成份为72Ag-28Cu(wt-%)。针对BAg-8之材料编号分别B为硬焊(Brazing),Ag代表以银基为底之材料。每个试片使用YAG雷射焊机再辅以机械手臂(如图1所示),进行不同雷射能量、频率、离焦距离及作用时间之雷射参数试验。表2所提出的系本试验所进行测试之雷射硬焊实验参数表。可进一步了解与观察以雷射硬焊技术施以BAg-8硬焊材料在Kovar合金薄板上润湿性质的影响。
表1 Kovar合金之机械与物理性质[3]
|
合金材料 |
Kovar |
|
熔点(℃) |
1450 |
|
密度(g/cm3) |
8.36 |
|
杨氏系数E(106psi) |
20 |
|
降伏强度(ksi) |
50 |
|
最大破坏强度(ksi) |
75 |
|
电阻值(μΩ‧cm) |
49 |
此外,本实验试片焊后之显微组织与成份分析,则是利用光学显微镜(OM)与Philip XL30扫瞄式电子显微镜(SEM)搭配能量分布光谱仪(EDS)来进行观察分析。


图1 实验用YAG雷射焊机与机械手臂
表2 雷射硬焊参数表
|
项目 |
雷射参数 |
|
连续(CW) |
20% |
|
脉冲(PW) |
80, 100, 120% |
|
频率(Freq.) |
500Hz |
|
离焦距离 |
10, 15, 20mm |
|
作用时间 |
1, 2, 5sec |
|
保护气体 |
Ar |
三、结果与讨论
针对异种材料接合之研究必须考虑彼此间之润湿特性。一般而言,皆藉由气体、液体及固体间之表面张力来决定异材接合的润湿程度[4]。此外,可由图#p#分页标题#e#2之关系观察到当固体与气体间以及固体与液体间之表面张力大于液体与气体间之表面张力时,液体随即会散布在固体表面上;若液体与气体间之表面张力远比其他两者来的大时,该液体将会凝聚成一颗球状物。也就是说当润湿角为 时,定义该接合之润湿性为佳;反之,若两者之润湿角为 时,该润湿性则为不良。
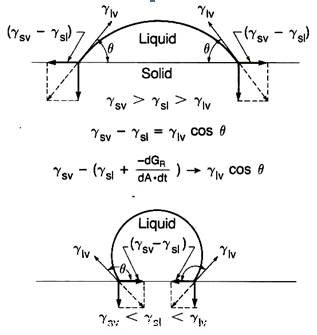
图2 气体、液体及固体间之表面能关系[4]
过去使用氩气之气氛炉进行BAg-8硬焊材料于Kovar合金之润湿性,由于银铜合金之液态/气态表面张力(γlv)远大于Kovar合金之表面张力(γsl与γsv),以致于凝聚成自由能量最小(ΔG<0)之球形,如图3(a)所示。然而,由图3(b)可观察到在离焦之雷射参数作用下,该润湿性远比气氛炉之型态来的佳。相较下两者相异之处主要在于雷射照射与热处理炉内高温作用之时间,由于在气氛炉中因长时间在升温、持温及降温的环境下,足以有充分的时间让银铜合金逐渐凝聚成球状。而雷射由于瞬间的升温与降温使得硬焊材料无足够的时间产生球形凝聚。
图4显示在相同雷射功率(CW:20%, PW:100%, Freq.:500Hz)以及1秒作用时间下,当离焦距离为10mm时,焊道表面宽度为4mm;当离焦距离为15mm时,硬焊外观表面宽度达6mm。这是由于光束尺寸随着离焦距离的增加而扩大,由公式(1)可得知聚焦后雷射光焦点直径(d0)会随着波长(λ)#p#分页标题#e#、陵镜焦距(f)及雷射光直径(D)而改变。本实验使用YAG雷射之波长为1.064μm、焦距为120mm及雷射光直径为0.6mm代入公式(1)后,可获得聚焦后激光束直径d0为0.52mm。
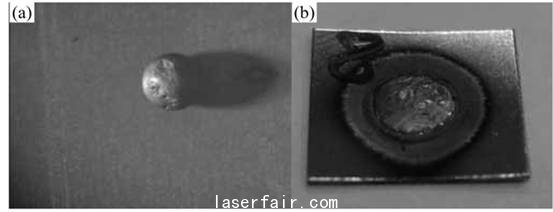
图3 (a)气氛炉与(b)雷射作用下银铜硬焊材料润湿性之比较
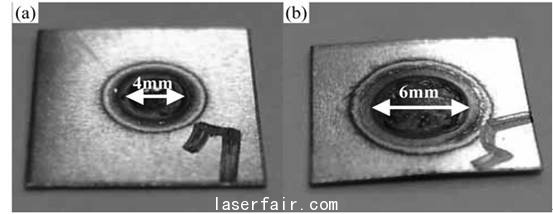
图4 不同离焦距离(a)10mm与(b)15mm之硬焊外观
d0=2.44×(λ‧f)/D (1)
由图5之激光束示意图来可测量聚焦后激光束尺寸,其中S:光束直径小于√2d0之范围,在S范围内之聚焦激光束为0.73mm,此光束尺寸为雷射焊接所允许范围。在此范围之外即称为离焦模式,光束尺寸逐渐扩大,因此相对的单位面积能量密度也随之降低。
尝试以不同的雷射功率,相同的照射时间进行试验。图6显示随着雷射功率的提升#p#分页标题#e#(CW:20%, PW:120%),将会提高硬焊熔深,但容易造成气孔的生成。在本实验中,因为试验材料之厚度较薄而成为焊接模式,使得银铜合金与Kovar合金元素完全混合。当雷射功率降低(CW:20%, PW:80%)时,银铜合金仅表面与Kovar合金产生稀释作用。BAg-8银铜合金通常使用在铜以及铜合金材料,且适合在具有保护气氛之炉内进行无焊药之硬焊试验,其特性与其他添加焊药之硬焊制程有较佳的润湿特性。
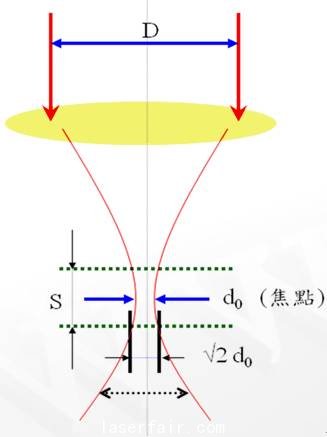
图5 激光束参数示意图
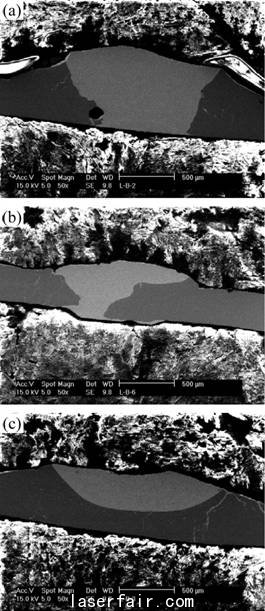
图6 不同雷射功率所造成之巨观组织
当BAg-8银铜合金在热处理炉内进行硬焊时,熔融较具有流动性以及在工件表面流动。相对于不锈钢、镍基超合金及碳钢等材料上之流动性较其他材料为差。因此需要较高之硬焊温度来提升BAg-8硬焊材料之流动性与润湿性。所以提高雷射功率,使得硬焊材料在较高温度作用下,流动较快而扩散进入Kovar合金基材内。且随着温度梯度之关系,由工件顶部往底部采不规则型式之扩散流动(如图7所示)。图8观察到在硬焊界面上靠近硬焊材料处会有岛状组织的形成(红色箭头所示),且银铜合金之流动系沿着Kovar合金之晶界扩散(黑色箭头所示)。相对会弱化Kovar合金晶界间之机械性质。因此进行雷射硬焊制程,尚须控制在最佳的雷射功率、光束尺寸及光束模式等,避免Kovar合金之晶界有液态银铜合金扩散。
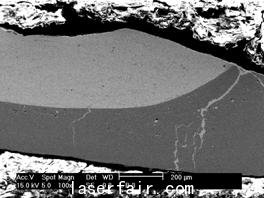
#p#分页标题#e#图7 BAg-8银铜硬焊合金流动之外观
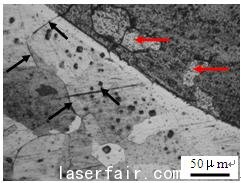
图8 BAg-8银铜硬焊合金界面之微观组织
其次,当离焦距离超过15mm而达到20mm时,由于银铜合金线材的量较少,使得硬焊合金经雷射光照射后完全吸收而熔融。但是部分雷射光直接照射于Kovar合金薄板上,由于合金薄板之厚度较薄,使得材料散热效果较差,导致薄板完全接收雷射光能量,而无法迅速凝固,进而导致破孔之生成(如图9所示)。
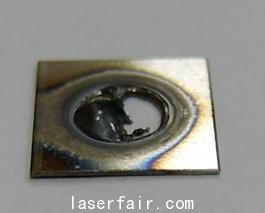
图9 离焦过大之雷射硬焊外观
四、结 论
1.BAg-8硬焊材料于Kovar合金在气氛炉中之润湿性,由于银铜合金之液态/气态表面张力(γlv)远大于Kovar合金之表面张力(γsl与γsv),以致于凝聚成自由能量最小(ΔG<0)之球形。
2.BAg-8硬焊合金材料相对于不锈钢、镍基超合金及碳钢等材料上之流动性较其他材料为差。因此需要较高之硬焊温度来提升BAg-8硬焊材料之流动性与润湿性。
#p#分页标题#e#3.BAg-8硬焊材料在雷射硬焊制程的作用下,流动较快而扩散进入Kovar合金基材内。且随着温度梯度之关系,采不规则型式之扩散流动。
4.在硬焊界面上靠近硬焊材料处会有岛状组织的形成,且银铜合金之流动系沿着Kovar合金之晶界扩散。
5.由于合金薄板之厚度较薄,使得材料散热效果较差,导致薄板完全接收雷射光能量,而无法迅速凝固,进而导致破孔之生成。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

