




摘要:本文以激光连接、成形、分离、表面等技术为例概要介绍了激光材料加工技术的研究现状、技术难点以及目前在航空航天领域的应用,最后指出了激光材料加工技术的未来发展趋势。
前言
自1960年梅曼发明了第一台红宝石激光后,不同类型的激光发生器不断涌现,早在1963年就出现关于激光技术应用的报道,激光焊接、切割、熔覆、合金化、制孔、标刻等激光加工工艺在制造业的应用层出不穷,这些工艺与大规模生产相结合为现代制造增添了活力,增加了内容,同时也为激光技术提出了更高的要求,从而促进了激光技术的高速发展。
20世纪80年代高光束质量大功率CO2激光器出现,促进了激光焊接技术在白车身制造中的应用;随后激光焊接技术在船舶制造和A380等飞机机身制造中得到应用。激光技术在面向生产制造的高功率领域长足发展的同时,也向超短、超快方向发展而拓宽了激光技术的应用范围,通讯、信息、医疗、测量等领域的激光应用在逐步扩大。其中激光在制造领域的应用占整个激光技术应用的30%左右,而且这个比例在不断扩大。德国、日本以及西方发达国家的在激光在制造领域的应用占据着制高点。
目 前我国是一个制造大国,如何完成由制造大国向制造强国的转变是一个长期而艰巨的任务。激光材料加工技术作为新型、绿色、低碳型技术在未来制造领域的地位是 不言而喻的,进行激光与物质相互作用的研究、探究其中的物理现象、扩展激光应用的基础研究,促进激光材料加工技术在工业、国防、航空航天、医疗等领域的应 用意义重大。
激光连接技术在航空航天领域的应用
目 前激光连接技术在工业领域的应用份额仅次于表面加工和激光切割。传统的飞机制造中连接技术主要采用铆接工艺,因为飞机结构中的铝合金是热处理强化铝合金, 经熔焊后,焊缝区以及热影响区的热处理强化效果就会丧失,晶间裂纹难以避免。因此传统熔焊方法一度成为飞机制造的禁区。另外,由于铝合金对激光具有较高的 反射性,辐照在铝合金表面的CO2激光功率的97%被反射掉;而且铝合金特殊的物理特性如较高的导热性、较高的热膨胀系数、熔化时黏性较低等特性决定了焊接过程的不稳定性以及焊缝缺陷形成的倾向。直到90年代高光束质量、高功率激光器的出现铝合金的深熔焊接才成为可能。经过人们的不懈努力,这一技术终于在21世纪之初在飞机制造中得到应用。
激光焊接铝合金首先实现了机身外皮与长桁之间的连接,并且在A318外壳系列产品上得以实现。在该项技术中CO2激光器作为焊接热源,焊接材料主要为6000系列,这种材料在添加填充焊丝的情况下具有较好的可焊性。这样使用填充焊丝的激光双面焊接技术取代了传统的蒙皮#p#分页标题#e#-长桁间的铆接过程,如图1。激光焊接结构降低了对材料的消耗,减轻了飞机的重量,减少了生产工艺步骤,提高了制造速度,从整体上实现了降低成本的目标。另一方面由于没有铆接用孔以及铆接连接所需的搭接结构,改善了飞机的气体动力学性能,一体化的制造方式同时也降低了飞机的维修成本。
目前空客A318的两个机身外壳总共110m焊缝采用激光焊接,A380八个机身外壳共650m焊缝采用激光焊接。新型飞机也越来越多地采用激光焊接机身外壳,所以在飞机制造过程中机身的激光焊缝长度在继续增长,A340中14个机身外壳798m激光焊缝,A350中18个机身外壳1000m激光焊缝。随着飞机型号的更新激光焊接机身外壳数量也在不断增加。在2005年共有A318、A380、#p#分页标题#e#A340等型号210个机身外壳采用激光焊接,在未来激光焊接的机身外壳数量将显著增加。
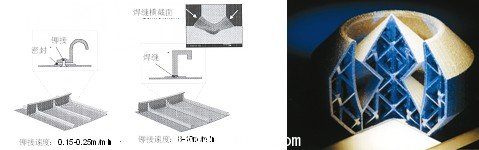
图1 铆接以及激光焊接机身外壳结构的比较 图2 采用SLM技术制造的钛合金中空结构;
激光成形技术在航空航天领域的应用
激光成形技术自20世纪80年 代诞生以来在材料、工艺、设备以及相关的应用领域得到了迅猛的发展。与传统制造技术相比,其不仅可以缩短产品研发时间、降低研发成本、对市场需求进行快速 反应,另外其宽泛的设计自由度以及易于与其他制造技术进行集成的特点为制造业单件、小批量、个性化生产零件提供了可能,使之成为21世纪最具有潜力的制造技术。虽然目前激光成形件还存在着工艺“瓶颈”如表面质量相对粗糙、内部存在孔洞、气孔等缺陷、裂纹和变形难以控制等,但是一批激光成形技术的零件由于具有较高的性能、尺寸的精确性而用于航空航天、国防、汽车、医疗、电子等领域。
#p#分页标题#e#激 光成形技术在航空航天领域的应用可以概括为直接制造金属零件和航空发动机零件的修复。飞机起落架、外挂架翼肋、外挂架舱壁等零件可以直接制造。这些零件一 般为钛合金、铝合金等轻型结构件,具有用量少、结构复杂等特点,一般采用传统的方法难以加工、即使可以加工由于制模等过程零件加工所需的时间较长、复杂零 件的加工受到限制或者我国缺乏大吨位水压、油压机等基础设施的因素,限制了这些零件的快速面世,图2为采用区域选择激光熔化技术(SLM,Selective Laser Melting)制造的钛合金中空结构,壁厚仅为0.5mm,这样的零件采用精密铸造方法无法制造。
LENS(Laser Engineered Net Shaping)技术可用于传统焊接方法无法修复的零件,如航空发动机涡轮转子、压气机定子等元件,这些零件一般采用镍基合金或者钛合金制造,制造过程费时费力,制造成本也较高,一旦缺损修复的成本也较高。LENS技术的另一应用就是“移动式零件修复医院”。它在没有要建零件数据信息的情况下,采用卫星通信设备传输有关要制造零件的信息,或者采用逆向工程获得要建零件的外部轮廓信息,经过必要的处理后直接实现修复或者制造。LENS技术最具特色优势在于制造的过程中实现零件中材料成分的实时连续变化,制造具有材料以及性能梯度的高性能零部件。图3a为采用LENS技术制造的先进涡轮发动机三合金叶轮。该叶轮的A处为Ti6Al4V合金、B处采用正斜方晶钛合金Ti22-23、C处采用γ-TiAl(Ti48Al2Cr2Nb)合金制造。图3b为Ti6Al4V与γ-TiAl(Ti48Al2Cr2Nb)两种合金的冶金结合界面。

图3 a)采用LENS制造的先进涡轮发动机的三合金叶轮;b) Ti6Al4V与γ-TiAl(Ti48Al2Cr2Nb)的连接界面
激光分离技术在航空航天领域的应用
激 光打孔技术为以激光束为热源采用热去除方法进行的分离技术。与传统打孔技术相比其优势在于较高的柔性以及较好的自动化程度。激光打孔为无接触打孔,加工工 具与被加工材料之间不会造成摩擦,也不会因为被加工材料较硬而发生钻头折断,激光打孔与传统打孔技术的对比见表#p#分页标题#e##p#分页标题#e#1。激光对金属材料、陶瓷材料以及高分子材料的精细以及微打孔技术以已经成熟,主要应用于汽车工业、半导体工业、制表业以及医疗技术中。
激光打孔与激光切割、激光焊接的方法相同,具有复杂的物理过程。根据材料被去除的形式分为激光熔化打孔和激光升华打孔方法。两者的物理机制不同,打孔的质量不同,分别适合不同的被加工材料。
目前工业发达国家的航空产品生产上均配有相当数量的多坐标激光打孔机,例如美国通用电器公司将激光打孔技术应用在航空发动机的生产中,据统计每台发动机平均要用激光打孔10万个,一年生产的叶片、火箭筒和隔热屏等零件要打孔5000万个。此外涡轮叶片、机匣外壳和燃烧室也采用激光打孔。
激光打孔速度虽然已经很快,但仍然不能满足日益增长的社会需求,还在向更高的打孔速度方向发展。另外新的加工材料层出不穷,要求热源具有更强的加工能力,提高难加工材料的使用价值。此外激光打孔也在向微米级尺寸方向上发展,向更深的打孔深度方向发展。
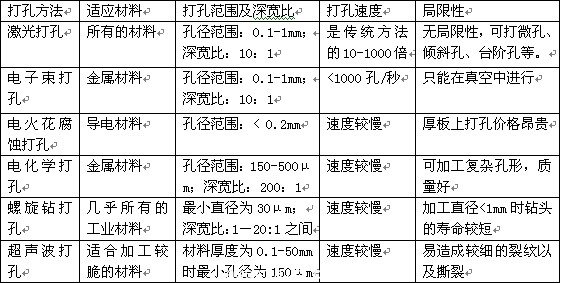
表1 激光打孔方法与传统打孔方法技术指标的对比
激光表面技术在航空航天领域的应用
激光冲击技术的原理是,短脉冲、高峰值功率密度的激光在辐射金属表面发生汽化蒸发时产生高压冲击波,这些冲击波在材料表层形成密集、稳定的位错结构的同时,使材料表层产生应变硬化和残留压应力,从而显著提高材料的抗疲劳和抗应力腐蚀等性能。
激光冲击强化时产生的冲击波压力达到数GPa乃至TPa量级,冲击波在10~20ns内将单脉冲能量几十焦耳的光能转变成冲击波机械能,由于冲击波作用时间短,仅为几十纳秒,应变率比机械冲压高出10000倍。激光冲击强化技术上述高压、高能和超高应变率等特点可以用于改善飞机和航空发动机结构中金属材料的表面性能,减少疲劳和腐蚀等失效的可能性,与传统的喷丸、滚压、内挤压等多种表面强化工艺相比,具有更多的优势。
激光冲击强化技术开发于20世纪70年代初的美国贝尔实验室,由于缺少可靠的、高脉冲频率的大功率激光器而一直未能实用化。直到上世纪90年代,美国利佛莫尔国家实验室等开展了激光冲击强化技术的理论、工艺和设备研究,使该技术获得了发展,1997年首次将此技术用于航空发动机单体叶片的强化处理,大幅度提升了叶片的抗异物破坏能力和高周疲劳性能。目前该技术可应用于发动机整体叶盘强化、机翼壁板成形、机身小孔强化等方面。
整体叶盘是提高发动机性能、简化结构、减轻重量、提高可靠性的重要措施。激光强化可用于叶片边缘缺口小于#p#分页标题#e# 3mm的叶片,使其使用寿命与完好的未强化叶片相当,如图4a)。在役未强化的整体叶盘叶片出现微小裂纹后经冲击处理,疲劳强度仍能满足要求。自2003年起美军将激光冲击技术应用于航空发动机整体叶盘,到2009年F22战机上75% 的整体叶盘都经过激光冲击处理。焊接接头的力学性能不足和存在的残余应力可能引起脆性断裂、疲劳断裂、应力腐蚀破坏以及降低结构的稳定性。研究结果表明,经激光冲击处理后,2195铝合金搅拌摩擦焊焊接接头的屈服强度提高60%、抗拉强度提高11%。机翼整体壁板结构较大,型面复杂,而且壁板内部存在加强筋,如图4b)。因而机翼壁板成形是飞机制造的重大难题。激光冲击成形用于机翼壁板成形产生的残余压应力深,容易控制成形参数而更具优势。
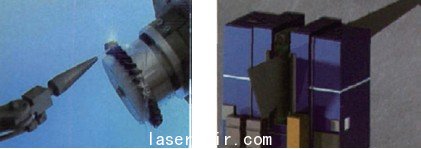
图4 a)采用激光强化处理整体叶盘;#p#分页标题#e#b) 采用激光强化处理机翼壁板
目前激光冲击技术一般采用工件固定、激光运动的方式进行。而且开始采用方形光斑代替圆形光斑以避免在冲击区的中心产生应力空洞现象。方形光斑的采用使搭接率减少为3%(圆形光斑的搭接率在20%以上),不仅强化效率大幅高,表面粗糙度也得到改善。
激光材料加工技术的未来发展趋势
自激光出现的60年 时间里,激光以及激光材料加工技术发生的巨大进展无疑是喜人的,本文中的内容只是在一个行业应用的实例,还有很多突出的进展由于篇幅有限在文中并没有述 及。未来人们将继续对激光与材料之间的物理作用进行深入的探索,对相互作用区的物理现象逐渐加深,在这样的基础上人们可以更加准确的控制工艺过程,使激光 材料加工技术能更符合工业领域的应用,扩大在激光材料加工技术在工业领域的应用范围。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

