




在汽车生产中激光焊接剪裁坯板新工艺在轿车车身制造中的推广使用是先进制造技术应用的一个范例,目前世界各大汽车制造厂均采用激光焊接及剪裁技术。
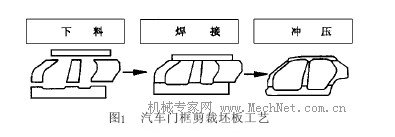
汽车车身主要是由一些薄板构件组成,由于多数冲压件形状不规则,冲剪下料时板材废料占有相当大的比例。象批量剪裁制衣一样,剪裁坯板焊接可使板材利用率大大提高。实际上,拼焊坯板远不只是节省钢材,它能根据优化强度设计及使用条件剪裁成不同厚度、不同表面复层及材质焊成一个整体坯板,然后一次冲压成型。图1为丰田轿车门框,它是由5块厚度不同,材质不同(普通板、镀锌板及高级镀锌板)根据其不同部位所需强度及腐蚀条件选定的坯板激光拼焊后一次冲压成型。减轻了重量及简化了生产工艺,大大降低了生产成本。
激光技术用于剪裁、焊接汽车车身主要分为两个方面:一是轿车超宽底板用材的拼接,二是车身和其他复杂形状部件的坯板生产。
激光剪裁焊接最关键的部分在于焊接质量,对于大尺寸薄板要做到无变形、外观及镀层损伤极小,须采用高速自动焊接,一种是电阻滚压焊,另一种就是激光焊。根据我们的研究认为激光坯板拼焊的技术关键为:
1.板边的预加工工艺
由于激光焊是一种高精密性的自熔焊工艺,对接板边的准直度和端面平整性有很高要求,高精度剪切是较为理想的预加工方法,国外采用较多。但是激光切割也是可行的,可以达到必需的技术要求。
2.焊缝成形性控制
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

