




3.2 齿圈安装方向的检测
如图3 为双联齿轮的夹具结构图,待压合的齿圈7放在定位盖3上,以齿圈7外圆定位,并由销8确定其周向位置。若齿圈安放正确,则测量头4被齿圈压下,通过杠杆1(2为支点)将行程放大,使行程开关12发出信号;如果齿圈安装方向错误(即齿圈轮齿倒角在上),此时,测量头继续被压下,则行程开关10发出信号。待压合的垫片6放在齿圈7上面并套在齿轮5上,齿轮由心轴9定位。工件安装好后,压装机床压头压下,齿轮5沿心轴9与垫片6、齿圈7压合在一起。压装不同规格的双联齿轮,需调整开关档块11、13的位置,此时,可以松开螺母,仔细调整好开关档块11、13的位置,直到能灵敏地检测齿圈的方向为止。测量头#p#分页标题#e#4、销8和定位心轴9是夹具部件的易损件,应经常检查。当压装质量无法保证时,应进行更换和调整。测量头4因长期使用而发生磨损后,可以通过调整开关档块11、13的位置进行补偿。

图3夹具结构图
4 双联齿轮激光焊接机床
4.1 聚焦方式的选择
激光焊接有透镜聚焦和反射镜聚焦两种方式,如图4所示 ,透镜的材料要求比较严格,一般选用砷化镓材料,它对10.6μm波长的CO2激光的吸收系数很小,具有较高的热传导率、较小的热膨胀系数和较好的机械性能和光学均匀性好等特点。但在大功率激光透射系统中,常遇到的问题是因连续工作时间过长而引起透镜的热畸变。透镜受热膨胀后,各处光强分布不均匀,中心部分温度高而凸起,产生光学畸变,使焦斑位置向透镜方向移动(实际焦距变小)。另外,在激光透射系统中,为了提高功率密度,一般缩短透镜的焦距,但当透镜到被焊接材料的表面的距离很短时,焊接过程中的金属飞溅物容易污染透镜表面[2]。当激光器的输出功率数千瓦时,砷化镓材料也容易损坏。为克服透镜的热畸变,本齿轮激光焊接机采用了非球面抛物镜传输聚焦系统,并通过加大冷却水的流量和冷却面积的方法,达到快速、充分冷却聚焦镜,取得了较好的效果。
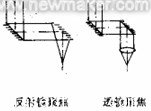
图4激光聚焦方式#p#分页标题#e#
4.2 反射镜的冷却与调整
激光反射镜有平面反射镜和反射聚焦镜,用于对激光束作90°的反射和反射聚焦。镜片在反射激光的同时还会吸收少量的能量从而导致镜片发热,如果过热,镜片会变形乃至损坏,因此,反射镜必须有冷却装置,如图5所示。2为冷却压盖,其靠近镜片1的一端开有循环水槽,冷却水从管接头3进入水槽,从管接头4排出,不断地带走镜片1所产生的热量起到冷却作用。镜片1角度通过调整在圆周上均匀分布的三个螺钉5和弹簧6来调节,角度调整好后,拧紧与三个调整螺钉相同的圆周上的紧定螺钉,发防止意外的振动。
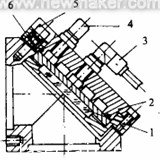
图5反射镜的冷却与调整
4.3 工艺过程和工作原理
齿轮激光焊接机床由主机、激光器、冷水机组、辅助气供气系统、计算机控制系统等主要部分构成,图6为其结构示意图。激光束由激光器产生并水平送出,通过两个45°角平面反射镜7、8传输到45°角反射式曲面聚焦镜6上,由其聚焦垂直照射到被装夹在工作台4#p#分页标题#e#上的双联齿轮5上,在焊接过程中,由平面反射镜8和反射式曲面聚焦镜6组成的激光头固定不动,伺服电动机2通过蜗轮蜗杆副3驱动工作台4带动双联齿轮作旋转运动,使双联齿轮的齿轮和齿圈整个接缝圆周都能被激光焊接。整个数控工作台由气缸1从上料位置推到焊接位置,焊接位置的精确定位通过手柄9调整得到,激光头在垂直方向可以连续调整,这样,通过调整激光焦点与焊缝的位置可以焊接不同规格的齿轮。

图6激光焊接机床
激光焊接机是一种全封闭式的全自动焊接机床,各个动作之间相互联锁,既能保证机床的正常运转,同时也能保证设备的安全和操作者的人身安全。激光焊接过程中,激光直射、反射到人体时,都会造成不同程度的损伤,尤其是人的眼睛。为了避免激光给操作者造成损伤和对操作者视线的干扰,操作者视区范围内设置了自动感光安全保护视窗。在正常的状态下,通过该视窗可以看到工件的定位状态,一旦加工时产生强烈的激光,该视窗可自动感光在0.02秒的时间内由亮变暗,具有全自动防护功能,该视窗的设置可大大降低因目晕而产生的误操作。
激光器功率(W) 焊接速度(m/min) 离焦量(mm) 深宽比 1500 1.005 -0.2 1.58/0.9
4.4 工艺参数
激光功率、焊接速度和焦距等工艺参数对焊缝质量均有影响。工艺参数的不当容易导致焊缝首尾衔接处出现小凹孔和表面呈黑褐色,甚至会出现气孔、裂纹等严重影响产品质量的缺陷,我们通过优化工艺参数,无需采用常用的“T型功率”的方法,成功地解决了这个问题,大大降低了设备的成本,而且保证了焊缝质量。经切片金相检查和与国外同类零件比较,焊接质量完全达到国外先进水平。由于篇幅的原因,齿轮激光焊接工艺这里不作详述,将另文讨论。本设备激光器采用德国Rofin-Sinar公司生产的2000WCO2RS2000SM快速轴流激光器。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

