




0 引言
机器人激光切割成套设备是基于机器人机构,利用光纤激光器产生的大功率高能密度定向激光,实现汽车用钢板等板材自动切割的成套生产设备。由于光纤激光采用光纤传输,可将光束传送到远距离加工点,并且光纤自身可自由变换形状,在机器手的夹持下,其运动由机器手的运动决定,因此能匹配自由轨迹加工,完成平面曲线、空间的多组直线、异形曲线等特殊轨迹的激光切割。激光加工在工业中所占的比重已经成为衡量一个国家工业加工水平高低的重要标志。切割、焊接是汽车白车身制造中的重要生产工艺,尤其在新车型开发和小批量定制中,采用先进的激光切割(代替部分修边—冲孔工序的模具)可以大大提高开发效率、降低开发成本,从而使得激光切割的应用倍受青睐。
1 影响能量传输的主要因素及光纤激光器
1.1影响能量传输的主要因素
由于激光在光纤中不可避免地会产生吸收、散射及透射等现象,所以导致光纤传输激光功率随光纤长度的增加而衰减。通常用dB数来表示衰减度,dB值用下式计算
![]()
式中,P0是衰减前的激光功率;P是衰减后的激光功率。对于由传输长度引起的衰减来说,P0表示光纤中x=0处的激光功率,P是激光从x=0传播到x=x处的功率。由式(1)可知,P(x)和P0的关系满足

式中,x的单位为km,dBkm表示每千米衰减的dB数。从式(1)可以看出,当耦合光纤足够长时,即使光纤的dBkm值较小,光纤长度引起的衰减也不可忽视。
对于激光能量分布按Gauss分布的光纤,其传输的激光功率密度(或称激光强度)I可认为与纤芯半径a的平方成反比,即

因此,若保持光纤传输的激光功率不变,减小光纤芯径即减小传输激光能量的光纤纤芯的横截面面积,则光纤传输的激光功率密度将增加。
光纤耦合引起的衰减不容忽视。例如在激光二极管点火中,激光二极管与光纤的耦合,光纤与光纤之间的耦合,光纤与点火器之间的耦合都存在能量损失。
激光的热效应也是不容忽视的。在激光点火中,通常情况下,正是利用激光的热效应来引燃、引爆含能材料。因此,光纤包层及封装材料的传热系数越大,热散失越多,光纤最终输出的能量损失越大。
图1是双包层光纤截面结构及其工作原理图。从图1(a)双包层光纤的截面结构町见,光纤包括四个部分:纤芯、内包层、外包层、保护层。用分别表示双包层光纤的纤芯、内包层、外包层和保护层的折射率,则折射率应满足:。
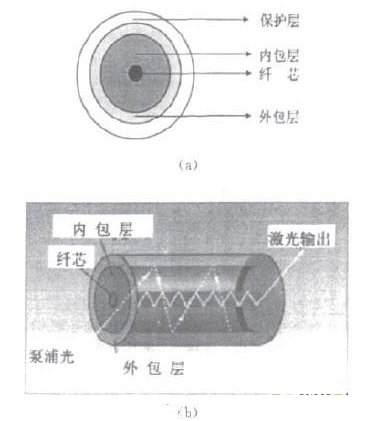
图1 双包层光纤截面结构及其工作原理
1.2光纤激光器的优点
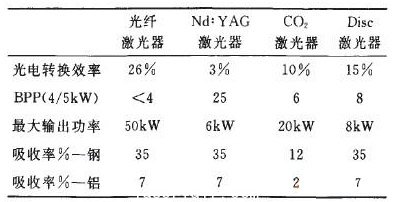
光纤激光器的优点见表1。
表1 光纤激光器与其它激光器的比较
2柔性加工系统
机器人光纤激光加工系统组成如图2所示,主要是由光纤激光器、机器人(本体和控制柜)、水冷系统、光束传输系统、激光头和工件装夹系统组成。
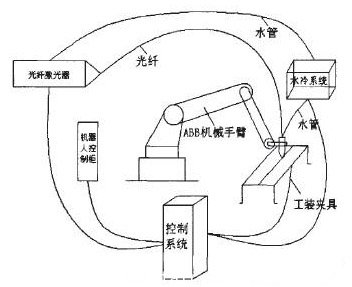
图2 机器人光纤激光加工系统
该系统中激光器采用了IPG公司的YLS-2000型光纤激光器,最大功率可达2000W,光纤芯径为150μm,喷嘴直径为1.5mm。机器人为瑞士ABB公司生产的IRB4400型六轴联动高精度机器人,装有安全开关。借助于示教盒上的安全开关,示教过程中脱手或握力过大都会关掉伺服,使机器人停止,因此可安全地操作。
激光柔性加工系统一般包括控制用计算机或者PLC、激光器、机械运动装置或机器人、光纤传送和光束变换装置及其它辅助设施。这是一种相对设备不多,但对其精度、实时性、安全性、集成度要求较高的精密控制系统,系统的组成如图3所示。为避免使用造价昂贵的控制硬件,激光器的控制采用西门子S7—300 PLC作为控制终端,机器人采取串口通信方式。

图3 光纤激光切割系统的组成
3机器人编程方式
3.1示教再现编程
通常,机器人编程方式可分为示教再现编程和离线编程。目前,在国内外生产中应用的机器人系统大多为示教再现型。ABB六轴联动机器人的编程语言为RAPID语言,编程方式有两种:即示教再现编程(teaching—playback programming)和离线编程(off-line programming)。示教再现型机器人在实际生产应用中存在的主要技术问题有:机器人的在线示教编程过程繁琐、效率低;示教的精度完全靠示教者的经验目测决定,对于复杂路径难以取得令人满意的示教效果;对于一些需要根据外部信息进行实时决策的应用无能为力。图4为示教再现编程的流程图。
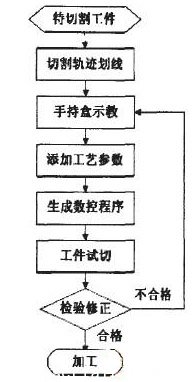
图4 示教再现编程的流程
3.2离线编程
机器人离线编程系统是利用计算机图形学的成果,建立起机器人及其工作环境的几何模型,再利用一些规划算法,通过对图形的控制和操作,在离线的情况下进行轨迹规划。通过对编程结果进行三维图形动画仿真,以检验编程的正确性,最后将生成的代码传到机器人控制柜,以控制机器人运动,完成给定任务。示教再现编程与离线编程的比较见表2。#p#分页标题#e#
表2 示教再现编程与离线编程的比较

4激光器固有特性对切割质量的影响
4.1光斑模式对激光切割质量的影响
激光光斑模式决定了激光束的质量,它对激光切割能力、切缝大小及切口粗糙度等均有极大影响。在切割时,光斑模式最好采用基模,其光斑半径和发散角均较小,有利于提高切割精度和切割质量。
4.2激光波长对切割质量的影响
在理论上,切割厚度由激光高斯光束的瑞利区域所决定。瑞利区域在工业界又称作焦深,其物理表达式为

其中,λ为激光波长;f为聚焦透镜焦距;D为聚焦透镜直径。
激光切割类似于刀具切削,其焦深相当于刀刃的长度,激光功率相当于用力的大小。激光焦深给出了激光切割的必要条件,焦深和激光功率的结合才提供充分条件。
在其它条件相同情况下,聚焦光斑直径越小、功率密度越大,则热影响区越小、缝宽越窄、切割质量越好。采用实际聚焦透镜将基模激光束聚焦所得的最小光斑直径可近似表示为由衍射所决定的腰斑直径和由透镜像差所决定的最小弥散圆直径的和,由下式表

其中,d为聚焦光斑直径;λ为激光波长;f为聚透镜焦距;D为聚透镜处光束直径;K为无量纲系数,其值决定于透镜的曲率半径和材料。
5试验结果
试验所用板材为不锈钢板(1Crl8Ni9Ti),厚度为1.5mm。试验通过正交试验方法,设置四个主因素:激光功率、离焦量、切割速度、保护气体气压(氮气),对四因素分别按五个水平进行试验,即因子设计。通过光学显微镜和表面形貌仪对切缝宽度和切缝表面粗糙度进行测量和分析,找出其影响和变化的规律。
从图5可以看出,随着激光功率的增加,切缝宽度呈近似直线上升,随着速度的增加,切缝宽度呈递减趋势。由于激光切割是激光和材料的能量交换,随着激光功率的增加,同等时间条件下,板材吸收能量增加,热扩散范围加大,造成了缝宽的增大。同样,由于切割速度的增大,在同等功率条件下,单位时问单位面积板材吸收能量随之减少,热扩散范围减小,造成了切缝宽度的减小。
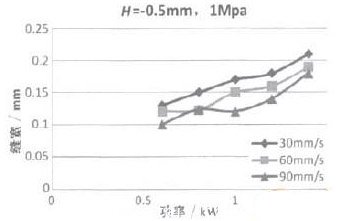
图5 切割功率和速度与缝宽的关系
从图6可以看出,随着离焦量的增大,切缝宽度近似线性增大。

图6 离焦量和缝宽的关系
从图7可以看出,随着气压的增大,切缝宽度缓慢递减,这是由于在切割过程中,高压气体把熔融状态的金属吹出,达到切割的目的,吹除过程中伴随着能量的流失,达到对板材的冷却作用,随着气压的增大,冷却的速度也随之增大,熔化层再固化加快,割缝随之缓慢减小。

图7 气压和缝宽的关系
从图8中可知,随着功率的增加,表面粗糙度先缓慢降低,当功率P=1kW时,表面粗糙度最小Ra=2.01μm,但随着功率的进一步增大,粗糙度又随之增大。粗糙度并不与功率成线性关系,而是存在一个最佳值。

图8 功率和表面粗糙度的关系
从图9中可知,随着切割速度的增大,表面粗糙度随之降低,当速度为80mm/s时达到最小Ra=2.1μm,随着速度的进一步增大,粗糙度又随之增大。

图9 速度和表面粗糙度的关系
从图10中可知,随着气压的增大,表面粗糙度非线性递减到1Mpa后,随着气压的逐渐增大,表面粗糙度变化不大。
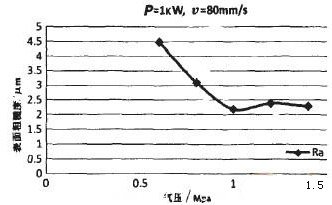
图10 气压和表面粗糙度的关系
表3为光纤激光器与PRC 激光器对于1.5mm厚不锈钢板(1Crl8Ni9Ti)切割参数的比较。

6结论
随着全球经济一体化进程的发展,汽车市场的竞争愈加激烈,我国的汽车工业将面临更为严峻的挑战。车身的设计与制造技术必将成为世界汽车工业激烈竞争的主战场。而车身制造中激光切割、焊接的应用,必将为车身制造业带来重大变革,为企业带来巨大的效益,同时大大提高和增强企业的竞争力。国内外先进汽车生产企业的经验表明,激光加工技术的推广,将显著提高我国汽车工业产品的质量水平以及在国际中的竞争力。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

