






随着对小型电子产品和微电子元器件需求的日益增长,紫外激光是加工微电子元器件中被普遍使用的塑料和金属等材料的理想工具。固态激光器最新技术推动了新一代结构紧凑、全固态紫外激光器的发展,从而使之成为这个领域中更经济有效的加工手段。
1、 紫外激光的产生[1-2]
355nm紫外激光由 1064nm Nd∶ YAG激光的三次谐波获得 ,具体技术途径是用二次谐波晶体腔内倍频1064nm基波产生 532nm二次谐波, 基波和谐波再经三次谐波晶体腔内混频产生 355nm三次谐波。
1、1简单理论
三次谐波的产生分为两个部分,在第一个晶体中,部分 1064nm基波辐射转换为二次谐波(532nm);接着,在第二个晶体中,未转换的基波辐射与二次谐波和频产生三次谐波。在非线性晶体中混频的方程式为:
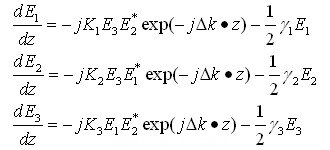
此处的 Ej项为以频率 ωj在 z 方向上传播的波的综合电矢,ω3=ω1+ω2,波 j 的电场是 Ejexp(iωjt-ikjz)的实数部分,相位失配∆k =k3-(k1+k2)正比于相位匹配方向上光路的偏离量∆θ,γ1 项为吸收系数。对于三倍频,有 ω2=2ω1,ω3=3ω1,K2≈2K1,K#p#分页标题#e#3≈3K1。为了提高倍频效率及和频光的功率输出,我们要尽量满足位相匹配条件:∆k =0。令参量 S 为三倍频晶体中二次谐波功率与总功率之比:
![]()
如果以 ω 和 2ω 输入的光子匹配为 1:1,则有 Pω+P2ω 及 S=0.67,理论上在小信号近似情况下,输入光束都能转换为三次谐波。
1、2实验装置
实验装置如图 1 所示。Nd:YVO4 晶体采用 a 轴切割,掺钕浓度为1%,尺寸为
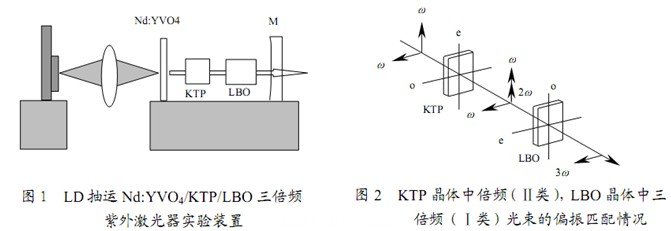
二倍频晶体选用 KTP,θ=90°,φ=23.5°,按Ⅱ类临界相位匹配切割,尺寸为
2、 紫外激光加工的特点[3-4]
紫外激光除了具有激光的一般特点之外,还有一些与紫外波长相应的特点,使得紫外激光在很多材料的加工中有重要应用。
2、1紫外激光加工的原理
与红外或可见光通常靠产生集中局部的加热使物质熔化或汽化的方式来进行加工不同,紫外加工从本质上说不是热处理。紫外激光的波长在0.4um以下,而且大多数材料吸收紫外光比吸收红外光更容易,高能量的紫外光子直接破坏材料表面分子中原子间的连接键,这种“冷”光蚀处理加工出来的部件具有光滑的边缘和最低限度的炭化。
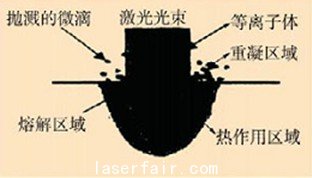
图 3 激光与材料作用的示意图
2、2紫外激光加工的优点:
(1)紫外激光器的波长较短能加工很小的部件。紫外激光的波长在0.4um一下,由于会聚光斑的最小直径直接正比于光波长(#p#分页标题#e#由于衍射) ,激光的波长越短,聚焦的能量就越集中,因此,更短波长意味着更高的空间分辨率。例如,在钻微通道时,用CO2激光打出的最小孔极限是75um,而用355nm的紫外固体激光器可以加工成直径小于25um的通道。
(2)许多材料(如陶瓷、 金属、 聚合物等)对紫外波段的吸收比较大,可以加工许多红外和可见光激光器加工不了的材料。像Cu这种金属对红外波段的光是高反的,用CO2激光切割它,若不进行预处理是无效的。
(3)紫外光子直接切断材料分子中原子间的连接键。红外或可见光通常靠产生集中局部的加热使物质熔化或汽化的方式来进行加工,但这种加热会导致周围区域严重破坏 ,因而限制了边缘强度和产生小精细特征的能力。与热加工相比,紫外激光加工使材料发生分解而被去除,因而加工处周边热损伤和热影响区小.
而且紫外激光器尤其是固体紫外激光器的结构越来越紧凑、 平均功率高、易维护、 操作简便、 成本低、 生产率高。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

