



最近几年来,笔记本电脑的电池寿命延长了三倍,内存容量变大且成本变低,电脑、智能手机以及其它数码设备的速度更快、性能更强。带来这些进步的原因可能是多方面的,但激光微加工的使用却是一个公认的因素。因此,电子行业对于激光微加工的需求从来没有像现在这么强烈。
高亮LED(发光二极管)让电池寿命更长久
液晶显示器的背光源使用高效能的LED,以替代低效能的冷阴极管灯泡,这显著增加了笔记本电脑的电池寿命,减少了电视机的耗能。因此,LED行业正在经历史无前例的增长。
在平板显示器使用的LED是基于氮化镓(GaN)的,在蓝宝石晶圆上将氮化镓培养和被加工成薄层(总厚只有几微米)。蓝宝石是理想的选择,因为它能够提供适合氮化镓的晶格,而且是透明的。这非常重要,因为一些光能够局部穿透蓝宝石基底边缘从LED逃逸出来。蓝宝石同样是一种不错的热导体,有助于LED的散热。但是,蓝宝石有一个众所周知的特点——难以切割,难度仅次于钻石。
实际生产中,LED是在一块直径2英尺厚度通常为100微米的蓝宝石晶圆上进行批量图形化处理。由于最终的LED芯片仅有0.5毫米×0.5毫米,甚至更小,所以每块晶圆能生产成千上万的LED。接着通过单切工艺将LED物理分割。
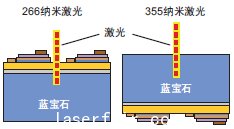
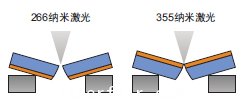
图 1 图 2
传统上,单切是通过钻石圆锯旋转进行刻划(局部切割),再进行物理压扣。但现在,大部分LED制造商已经转而使用激光刻划,再通过压边进行物理压扣(见图1)。图中一束聚焦的紫外脉冲光束正在局部切割蓝宝石。通常要多程切割晶圆厚度的大约30%(见图2)。接着进行传统的物理压扣。
激光刻划已成为首选方法,原因有几个。 首先,通过光束聚焦到只有几微米或更小的光斑大小,激光刻划能够远远窄于锯痕,并且显著减少边缘损伤(开裂和剥落)。这意味着,LED设备可以排列得更密集,相互之间的缝隙(称为芯片间隔)更小。而且,高质量的边缘能够避免后处理,在如此微小的设备上进行后处理是不切实际的。上述的优势可以带来更高的产量和更低的单位成本。另外,紧密聚焦能够以更低的激光功率进行快速刻划,从而减少激光运行的成本。
刻划对激光特性有哪些要求?最常见的激光单切方法是使用266纳米调Q半导体泵浦固体激光器进行前端(设备端)刻划。最重要的激光参数之一是光束质量,因为较低的M2值能够确保很好的边缘质量和最小化的LED分割。基本上,M2值用来描述激光束聚焦的紧密程度,完美的高斯光束的聚焦光斑大小理论最小值定义为M2等于1。实际上所有激光器的M2值通常大于1。其它关键激光参数包括可靠性、脉冲波动稳定性和至少2.5瓦的平均功率,以达到预定的处理速度。还有一些制造商使用355纳米激光器从蓝宝石背面进行刻划,这种波长会产生微小的碎片,因此从背面进行切割能够让碎片远离LED。这种方法要求更高的光束质量,因为蓝宝石对于355纳米波长非常透明,利用该波长加工必须使用高强度聚焦光束以促进非线性吸收。
LED紫外激光划片切割系统适用于LED蓝宝石衬底外延片的切割。产品具有定位精度高、聚焦光斑小、采用CCD同轴监视切割的特点,能满足LED蓝宝石衬底外延片切割工艺的要求。
内存容量更大、尺寸更小
最近几年,SD和microSD内存卡的容量稳步提升,这些卡的物理尺寸和形状还可以保持不变。而且,每兆字节(MB)单位成本显著下降。上述进步的主要原因在于:第一,显微光刻法的发展带来的电路密度提高;第二,使用物理上更薄的晶圆,从而能够在同样封装尺寸中垂直叠放更多晶圆。
现在,内存晶圆厚度通常为80微米或更薄,50微米是尖端技术,而20微米晶圆还处于研发层面。从规模经济考虑,这些晶圆的直径能达到300毫米。硅是一种晶体材料,因此一块300毫米×50微米的晶圆是非常易碎的,机械接触很容易让晶圆开裂和破损。而且,后处理费用通常大大高于10万美元,因此必须在单切工艺中避免破损。
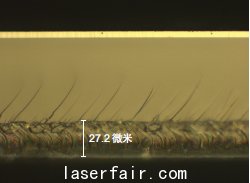
图 3
传统上,使用钻石圆锯旋转进行的单切将会重复多次。然而如果晶圆厚度为80微米,圆锯必须放慢到很不经济的旋转速度,降低切割压力以避免剥落、开裂和破损(见图3)。这给激光器创造了巨大的机会。现在许多芯片生产商已经转而使用355纳米调Q半导体泵浦固体激光器。与圆锯类似,激光切割必须采用多程,以最大限度减少需要后处理才能消除的热损伤。因此,唯一最重要的激光参数是极高的脉冲重复频率。更为特别的是,扫描速度通常为600到750毫米/秒,这样才能在做5程左右处理时让总切割速度达到150毫米/秒。这种应用还要求非常高的边缘质量,所以要有50%的脉冲波动空间叠加。另外,对于在工艺过程开发中使用混合皮秒级激光器的兴趣与日俱增,原因在于更短的脉冲持续时间产生的热影响区(HAZ)更小,从而能够避免后处理。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

