




新世纪的新发展
进入21世纪后,在日本、美国及欧洲的汽车工业中,人们越来越关注保持自己在市场中的竞争力尤其是研发能力。小批量生产、订制生产已经成为一种发展方向。这种生产方式融合了手工制造及大批量生产两者的优势,同时避免了手工生产的成本过高以及大批量生产缺乏灵活性的缺点。
在这种条件下就要求激光加工设备的制造商必须不断地对自己的产品进行技术革新并保持自己产品的竞争力,在设计中不仅要注意满足目前汽车覆盖件加工应用中的需要,而且要为用户今后的发展做好准备,即为小批量生产模式预先提供合理的解决方案。针对最近几年中汽车车身工业用户对设备在以下三个方面的性能改进表现出强烈的需求——更快的加工速度、更大的加工范围(特别是目前非常成功的MPV、SUV、皮卡对这方面需求更加强烈)以及具有灵活性、结构紧凑、操作简明等特点,普瑞玛工业公司专门对其旗舰型三维激光加工机床OPTIMO做了全新的设计。新改进的OTPIMO机床的行程为2500mm×4500mm×920mm,是目前市场上加工范围最大的标准三维激光切割机床之一。它采用龙门框架式结构,全部运动部分均架在空中,整个加工区域全部面向用户开放,具有非常好的可接近性,用户可根据自身产品的情况选择从手工到全自动的多种配置方案。在动态性能方面,OPTIMO也达到了前所未有的水平:其最大定位速度为84m/min,最大加速度为0.5g,同老式激光加工机相比,其加工效率提高了至少一倍。同时,OPTIMO采用集成式结构设计,不但安装简便迅速,还具备可以快速安装及可以在不同的生产部门之间快速重新定位的功能,就像最新型的车床和磨床一样。

新材料、新工艺更需要激光
随着人们对汽车舒适性和安全性等方面的要求越来越高,逐渐增加车身尺寸、考虑使用四轮驱动技术、增加更多的电子设备等在汽车工业中越来越成为趋势,而所有这些都不可避免地会增加整车的重量,并导致同降低油耗这一目标之间的矛盾,唯一的解决办法就是在不影响性能的同时降低车身自身的重量。这一点可以从目前内高压成型零件(IHU)和高硬质钢材料(温热成型钢)在汽车车身领域的广泛使用得到验证。
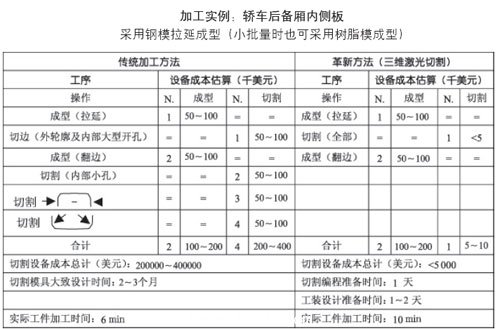
内高压成型是通过高压乳化液(水和添加剂)使处于模具内的空心件(主要为管状件)外壁完全紧贴模具而成型。用这种方法生产出的零件成型精确高,重量轻,并可将原来需要焊接的多根管材一次成型完成,减少了焊接次数并提高整体强度,其良好的强度重量比和低生产成本使其在车身和底盘结构中也得到了广泛的应用。由于内高压成型件的形状非常复杂,而且有一定数量的孔和槽要切割,因此采用传统的冲切模具是无法加工的,三维激光切割是目前最佳的解决方案之一。
高硬质钢材料(温热成型钢)具有极高的内部张力(1500MPa/mm2),因此弹性变形非常小,非常适合在汽车车身对强度要求高的部位使用,如保险杠支架、前梁、侧梁、加强筋等位置。而在相同的强度要求下,高硬质钢的重量比正常钢板要轻许多,并可减免很多焊接工序,因此在保证安全的前提下可以有效地降低车身的重量。正是因为这原因,这种材料的零件几乎无法采用传统的冲切模具方式加工,而唯一的解决方式就是三维激光切割。
激光焊接有巨大的发展前景
由于激光焊接技术的焊接速度快、焊缝质量高,已经在越来越多的领域取得了成功,当然也包括汽车车身制造领域。激光不等厚板拼焊就是一个成功的例子。所谓不等厚板拼焊,就是将不同材料或不同厚度的板材通过激光焊接成整张板材,然后进行冲压成型,这样生产的零件既可以满足车身结构局部对强度的要求,又可以降低对强度要求不高的局部的材料重量,达到降低整车重量的目的。激光焊接速度快(可达8m/min),焊接后板材的变形非常小,而且焊缝质量非常好,其焊缝的强度甚至超过了母体。
目前最新应用的焊接技术是遥控激光焊接。它是指焊接头在距离焊点500~700mm的距离进行焊接,以彻底解决焊接过程中工装夹具和焊头之间互相干扰的问题。同时,遥控焊接还具有无与伦比的速度优势:其每个焊点(焊缝)的平均焊接时间仅为0.5s,一台遥控激光焊接单元的工作效率相当于10~20台焊接机器人。由于其在效率和降低投资、减轻维护成本等方面的优异表现,目前这一系统已经在车门、车地板、车身侧围和分装组件等装配线上获得了成功的应用。
先进三维激光加工设备的共同点
21世纪的激光加工设备还应该具有一些新的特点,以符合技术不断进步的要求。首先,先进的三维激光切割机应采用全飞行光路技术,即加工过程中工件和夹具保持静止不动,全部的运动由加工头完成,加工过程不受工件重量、尺寸、占地面积及夹具等方面的限制。因为激光加工本身就是一种没有切削力的加工方式,采用飞行光路技术后,工装夹具只起支撑和定位的作用,而无需考虑工件移动带来的定位和固定等问题,可以大大节省用户工装夹具设计的成本和时间。同时,由于工件静止不动,机床的运动部分几乎没有负载,这大大降低了机床自身的磨损,可以保证设备长期稳定可靠的运行。另外,由于采用了飞行光路技术,机床的占地面积大大减少,并可灵活配置各种自动上下料系统以充分利用设备的效率。
三维激光加工设备另一个关键技术就是其加工头的设计。好的五轴加工头不但应该结构紧凑、设计简洁、具有非常好的接近性,同时它还可以实现连续n×360°(无限制旋转)和120°的摆动,即使是非常复杂的零件表面(如内高压成型件),也可以非常好地接近加工并减少五轴编程的工作量。
当然,成熟的三维激光设备还应通过欧洲CE和美国CDRH安全标准认证,配置有完善的安全防护系统,在加工过程中将加工区域完全封闭,不但可保证操作人员的安全,还可大大提高加工区域内废气抽风除尘系统的工作效率。目前先进的三维激光切割机的各数控轴已全部采用光栅尺全闭环反馈控制,其定位精度和重复定位精度比市场上采用编码器半闭环控制的传统设备提高了一个数量级。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

