




蓝光LED晶圆激光划片
传统的制造商仍在继续供应横向结构的蓝光LED,激光划片是加工这种结构的晶圆的理想选择。蓝宝石的极高硬度给锯片切割与金刚石划片带来芯片成品率低、产量低和成本高等诸多问题。
与传统的钻石划片方式相比,紫外(UV)二极管泵浦固体(DPSS)激光划片方式的芯片成品率和晶圆产量大幅增加,并且LED晶圆的亮度没有明显损耗。短波长激光在氮化镓和蓝宝石层的吸收率都增加了,这样可以降低划片所需的辐射光功率,同时减小了切口宽度。
划片宽度、速度和加工产量是保持低加工成本与晶圆高产量的主要参数。JPSA已开发出一种专利的光束传输系统,该系统可以获得很狭窄的2.5微米切口宽度(图5),并提供特有的表面保护液以尽量减少碎片。在聚焦的激光束下方移动晶圆进行一次非常狭窄的V形切割,从外延面开始扩展到蓝宝石层,通常划片深度为20到30微米。激光划片之后,用标准的裂片机在V形激光切缝处集中应力进行裂片加工。
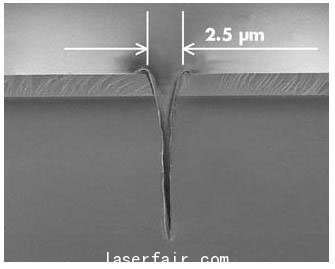
图5. 氮化镓-蓝宝石晶圆激光划片的切口宽度2.5微米。
266nm激光正切划片的切口宽度越窄,每片晶圆生产的可用芯片数目就越多,从而可以增加加工总产量。
可以用普通的2英寸直径、250 × 250微米芯片的蓝光LED蓝宝石晶圆做一个简单的比较。用传统的钻石划片的切割划道宽度通常为50微米(300微米芯片间距),这样每片晶圆上大约有22,500粒芯片。传统钻石划片的成品率通常为百分之九十,即每片晶圆上可用的芯片数为20,250。
采用紫外激光划片,划道宽度可以减少到20微米(270微米芯片间距),这样每片晶圆上芯片数量增加到27,800左右(增了百分之二十三)。随着成品率增加,这种方式得到的可用芯片数约为27,500,这样每片晶圆的可用芯片数总共增加了百分之三十五。
自1996年以来,JPSA一直采用266nm的DPSS激光器对蓝光LED蓝宝石晶圆的氮化镓正面进行划片,正切划片速度可达150 mm/s,这样每小时可加工大约15片晶圆(标准的2英寸直径晶圆,芯片尺寸350× 350微米)。这种方式的产量高,对LED性能的影响小,允许晶圆翘曲,比传统机械方式的划片速度要快得多。
碳化硅(SiC)划片
除了蓝宝石之外,碳化硅也可以用来作为蓝光LED薄片的外延生长基板。266nm和355nm紫外DPSS激光器(带隙能量分别为4.6 eV和3.5 eV)可用于碳化硅(带隙能量为2.8 eV)划片。因为光子能量很高,增强了耦合效率,便于进行高速划片与裂片。氮化镓与氮化铝等III族氮化物厚片也可使用紫外DPSS激光器进行划片。200到400微米厚的氮化镓或氮化铝的划片速度相比蓝宝石或碳化硅上外延薄片的划片速度要明显降低,但是其划片质量优良,裂片简便。
对于垂直结构的高功率LED,激光剥离(LLO)工艺将蓝宝石分离后,外延膜仍然与铜、铜钨、钼或硅等高导电率基板保持键合。对于硅晶圆,在300 mm/s、150 mm/s、100 mm/s的划片速度时划片深度分别为100μm、150μm和200μm。光束传输技术在一定的激光功率下保证了这些划片速度/深度,并且减少了热影响。金属基板的晶圆划片具有挑战性,因为金属的热传导率高,通常导致底焊效应。此外,当分离非常柔韧的材料时往往需要全切。JPSA已经开发了这些先进的划片技术,可以成功的刻划厚度高达200微米的基板,这对于高亮度LED产业极其重要。
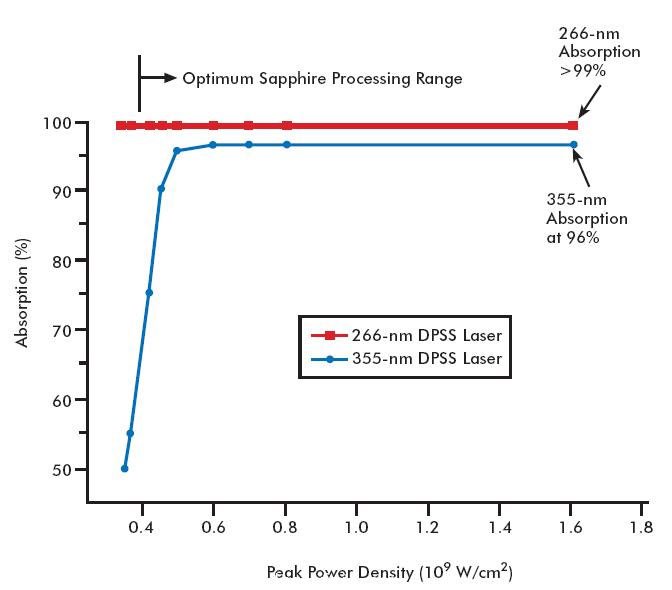
图6. LED蓝宝石对紫外激光的吸收曲线。
双面划片功能
355nm的DPSS激光器可以从LED的蓝宝石面进行背切划片。可以使用多个检测相机从正面或背面进行晶圆对准操作,当蓝宝石有金属反射层时这一点很重要。此外,外延层没有直接接受激光辐射,可以降低光损。355nm波长的激光相对于266nm激光被蓝宝石吸收的效率要低(图6)。因此,通常需要更高的功率,从而导致更大的切口宽度和划道宽度。此外,背切划片只适用于厚度<150微米的蓝宝石晶圆,而正切划片还可以适用于厚度更大的晶圆,划片后可对晶圆研磨使其厚度变薄到裂片所需的最终厚度。
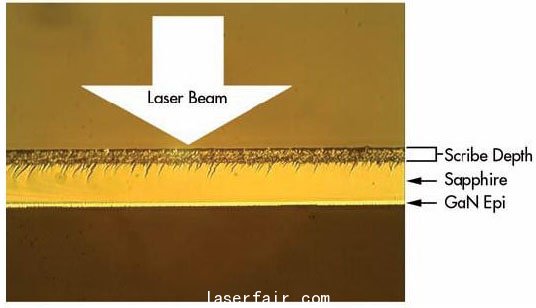
图7. 355nm二极管泵浦固体激光器对氮化镓晶圆的蓝宝石面进行背切划片的截面图。
JPSA通过持续研发背切划片的激光吸收增强等新技术,实现了划片速度高达150mm/s的高产量背切划片,无碎片并且不损坏外延层(图7)。
III-V族半导体晶圆划片
使用紫外DPSS激光器还可以将砷化镓(GaAs)、磷化铟(InP)、磷化镓(GaP)晶圆的易碎化合物半导体材料进行分离,可以进行快速精确、整齐清洁的划片,切口宽度约3微米,对III-V材料无崩边(图8)。通常情况下,250微米厚的晶圆划片速度在300mm/s,并且适合裂片(图9)。III - V族晶片价格较贵,所以晶圆基板不能浪费。紫外激光划片越紧凑、越清洁、切口越窄,每片晶圆的芯片数就越多,与传统锯片切割法相比损坏的芯片数更少,成品率就越高。
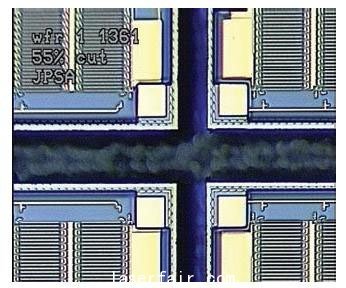
图8. 砷化镓晶片划片后的边缘清洁并且清晰。
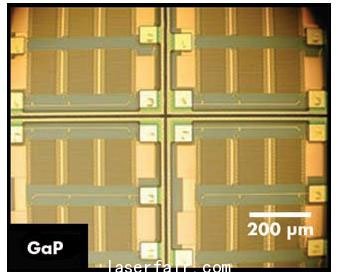
图9. 磷化镓晶圆划片速度300 mm/s,划片深度30 μm,深度足够使250 μm厚的晶圆裂片。
展望
LED技术因为追求更高的效率和更低的制造成本,其发展日新月异。这种“绿色”技术无疑具有光明的未来,但是也面临着很多挑战。
目前全球对于LED的需求急速增长,这就要求有新的激光加工工艺与技术来获得更高的生产品质,更高的成品率和产量。除了激光系统的不断发展,新的加工技术和应用,光束传输与光学系统的改进,激光光束与材料之间相互作用的新研究,这些都是要保持这个绿色技术革新能够继续前进所必须的。
设备工程师面临的挑战是要建立灵活的操作工具。自动盒式装卸功能、边缘检测功能和自动聚焦功能等选项实现了最先进的激光划片解决方案。JPSA公司持续研发激光前沿技术,以满足LED制造业的市场需求。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

