




本文介绍激光二角测量法在套损检测中的应用,激光二角法的测量原理、结构组成及ccD信号采集。提出双层4探头交义测量方法对套竹内壁腐蚀缺陷的检测,实现了单探头单通道测量,通过数据处理判断腐蚀缺陷的位置和深度。
1引言
随着油田的深入开发和受地下高温、高压、高矿化度等自然因素的影响以及增注、增产措施的实施,套管损坏井数逐年增多,套管损坏的程度也越来越严重,因此对套损内壁腐蚀的测量越来越重要。套管内壁缺陷的测量是一种短距离、高精度的测量。目前国内对套管内径尺寸的测量方法多数以接触式测量为主。本文通过分析激光测量原理,结合半导体激光准直技术、现代传感技术等,提出一种非接触式激光测量方法——激光三角法测量系统,实现对套管内径尺寸变化大小进行快速、无损、高精度的测量。
2 测量系统原理及组成
2.1 激光三角法测距原理
激光测距是利用激光的单色性和相干性好、方向性强等特点,实现高精度的计量和检测,如测量长度、距离、速度、角度等。
随着激光器及一系列光电探测器(如CCD和PSD)技术的成熟,激光三角测量法在物体外形轮廓、微小位移、精密检测技术中得到了广泛的应用。其方法是用一束激光照射到被测物体上产生光斑,由物体表面散射或反射的光经过透镜将光斑成像在焦平面上,焦平面上放置位置敏感器件。当物体移动或用光束扫描物体外形轮廓时,光斑位置发生移动,其位于焦平面附近的像相应的发生位置变化,通过图像传感器件(CCD)求出物体的位移量或其外形轮廓。激光三角法测距原理如图 1 所示。
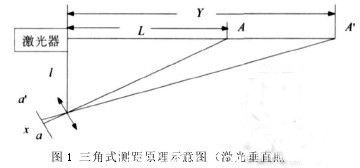
让激光垂直照射到被测物面标样的表面,光束照在 A 点,反射到 CCD 光敏面上的 点,A 点反射到CCD 光敏面上的 点,当所测距离 Y 不同时, 反映在光敏器件上的光点像位置 X 也随之不同,根据图 1 所示三角关系和牛顿物像关系公式,可得两者之间的关系为:

式中:
Y为被测距离;
f为成像系统焦距;
l为激光发射口到成像系统中心的距离,即基线长度;
L为某一已知距离,通常取光敏面接收器中心对应的距离,即基准距离;
X为该被测距离在光敏接收器上与已知距离在光敏接收器上像点的距离,有正负之分。
2.2 测量系统组成
测量系统包括井口设备、井下设备和信号处理 3个部分。测量系统如图 2 所示。

2.2.1 井口
设备包括升降及位置记录器。为了能够保证激光探头顺利下入套管及匀速上升, 本系统采用电动绞车作为升降设备,对套管内径测量是自下而上进行测量。为得到清晰的位置图像, 步进机构应该匀速运动上升,其速度必须和扫描速度保持一致。影响分辨率的主要原因是电机转速。虽然电机转速较高时可节省测量时间, 但因扫描间隔相应增大, 仪器分辨率将下降。通过电机转速和时间的关系分析可得出套管套损的位置。
2.2.2 井下设备
包括扶正器、旋转电机、激光器、透镜和图像传感器等。
(1)扶正器:考虑到仪器的安装及定位,要选择扶正器作为辅助设备能提高套管测量的精度。仪器进入套管时偏离套管中心位置,是产生误差的主要因素之一。使用扶正器对激光测量机构采取必要的扶正,不仅能够保证激光探头顺利下入套管,还可保证激光探头位于中心位置,而且能提高测量精度,确保测量的准确性。
(2)旋转电机:为了对套管内壁全面检测,采用螺旋式检测法,采用升降与旋转机构同步工作方法。控制提升速度及旋转角速度,即可满足从点腐蚀到面腐蚀的检测,达到套管内壁腐蚀的全面检测。
(3)激光器:由于 CCD 器件的光谱响应范围为400~1100nm,峰值响应波长约 900nm。激光二极管发出的激光波长为 650~900nm,其光谱响应灵敏度很接近于 CCD 峰值响应波长的光谱灵敏度, 而且体积小,功率稳定,使用方便。激光二极管工作电压为 12V,输出功率为 5mV。
(4)透镜:要保证对目标距离检测探测精度,透镜焦距应该尽量取较大的值,但在探测器总体尺寸要求较小的情况下,接收透镜焦距不可能取任意大的值。这种情况下,更适合用棱镜将光路折射或者将光路反射在棱镜中。在需要校正的像差允许范围的条件下,接收透镜采用双胶合物镜。
(5)图像传感器(CCD):为提高套损检测精度,图像传感器应具有较高的空间分辨能力。选用东芝公司的线阵 CCD 图像传感器(TCD1206),这是一种高灵敏度、低暗电流、2160 象元的线阵 CCD 器件,其内部信号预处理电路包含采样保持和输出预放大电路。CCD 驱动采用单片机驱动,根据 TCD1206 驱动时序图,是 89C51P1 口输出数值,经CMOS逻辑器件 74hc04反向驱动器即可满足 CCD 驱动条件。
2.2.3 信号处理系统
由于信号在传输过程中易受各种噪声或信号弱等因素的影响。在本方案中提出了运用以下方式处理信号。信号处理系统流程如图 3 所示。
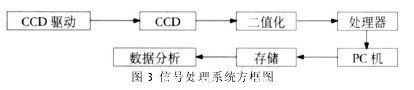
在硬件电路的基础上,利用高速单片机处理器实现数据的采集、处理和结果的显示功能。该系统在激光三角法测距的基础上,采用了单片机直接脉冲计数方法对套管的内部腐蚀缺陷进行判断。即简化了硬件电路,又能提高数据的传输。设 t=0 时,扫描 CCD 器件中心象元的脉冲 N0,当测量系统启动后,如有缺陷则计数为 N,可得:

式中:为光学成像系统的横向放大倍数;为CCD两相邻象元的中心距; 为套管的缺陷深度。
本文为14 m,N0是由 CCD 积分时间内脉冲产生的个数决定的为 N/2。
测量系统软件总程序由 Visual Basic6.0 软件开发,包括上位机和下位机的通信程序、延时子程序、数据采集程序、数据存储子程序、数据处理子程序、数据显示子程序,其中数据处理子程序又包括数据大小判断和图像位置确定。
在实验室有限条件下,实现了单通道、单激光探头进行套损的检测,测量精度可达 0.05mm,试验表明,用激光测量法对在役套管的内壁腐蚀测量是可行的。双层 4 激光探头交叉测量方法可实现多点同时对套管内壁腐蚀的检测。4 探头安装位置采用 4 象限制同层探头相差 90°,双层 4 探头安装后可以提高检测速度,有效地减小漏检率。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读




















 关注我们
关注我们

