




能源危机的持续发酵、欧盟“碳税”的征收都必将促使航空公司对民用客机提出更加明确的减重要求。20世纪90年代起,经过近10年的研究,空客公司成功地将双光束激光焊接技术应用于铝合金机身壁板结构,替代了传统的铆接结构(图1),使飞机机身的结构概念从组装结构过渡到整体结构。该技术针对机身壁板的蒙皮- 长桁结构,利用两台完全相同的CO2 激光器在长桁两侧进行双侧同步焊接,该技术避免了传统的单面焊双面成形工艺对蒙皮完整性的破坏,具有极大的优越性。有资料表明:采用该技术在不降低结构强度及疲劳寿命的前提下,能减少5%~10% 的结构重量,并降低成本15%,提高了生产效率[1-3]。
双光束激光焊接技术简述
双光束激光焊接技术最早是由德国的Bias(不莱梅射线研究所)、Gkss(亥姆霍兹联合会)、Fraunhofer(弗劳恩霍夫材料与射线研究所)、LZH(汉诺威激光研究所)、亚琛工大等众多科研院所一起参与完成的。同时,相关焊接设备由Schuler-held、M.torres、Rofin 等公司提供。激光焊接技术也成为了德国航空业的重点发展技术之一。除了已经研制成功的激光焊接蒙皮- 长桁结构以外,其他的激光焊接应用也正处于研发阶段。这些应用包括利用机器人焊接角片、焊接Al-Mg-Sc 材料的着陆襟翼结构以及激光焊接铝- 钛异种材料航空座椅滑轨[3-4]。
双光束激光焊接技术最早用于空客A318的前机身以及中后机身两块壁板的生产制造,并在装机之前通过了FAA(美国联邦航空管理局)的适航认证。图2 为德国空客车间的双光束激光焊接生产线,随着3条焊接生产线的购置安装,焊接机身壁板于2001年在德国诺登哈姆的空客车间内实现了批量生产。另外,随着此项技术的不断成熟,包括A340、A380 在内的机型也都采用了激光焊接壁板,且壁板的数量也从开始的2块(总计110m 焊缝),到最多使用14块激光焊接壁板(总计约798m焊缝)。空客的最新型号A350在设计初期也准备采用激光焊接铝锂合金壁板,并且使用壁板数量进一步增加;然而,波音公司的787梦幻客机取得了商业成功,迫使A350改变原有计划,将复合材料大量应用于机身机构[5]。因此,A350暂不采用该技术,但是可以预见在未来很长一段时间,金属材料仍会在飞机的主要型号中大量使用,同时空客还在研究将此技术推广应用于飞机机身上壁板[6],因此该技术的应用仍然值得期待。

这套工艺的焊接对象主要包括单曲壁板和双曲壁板,其中双曲壁板中的焊缝是较为复杂的空间曲线,对整个焊接设备和工艺提出了较高的要求。图3为双曲壁板双光束激光焊接的整个工艺流程,包括蒙皮拉伸成形→蒙皮三维表面加工→蒙皮三维轮廓加工→装夹→激光焊接→喷丸处理→热处理→表面防腐处理8个步骤[4]。

根据美国铝业公司(Alcoa)的介绍,长桁焊接前的蒙皮曲线形状是用时效蠕变方法成形出来的。这样的机身蒙皮重量轻、强度高、耐蚀,而且材料的损伤容限较高。在进行激光焊接的过程中,由于铝合金的热膨胀系数较大、弹性模量较小,而且,双激光束双侧同步焊接的热源具有特殊性加之金属板材的尺寸较大并且厚度较薄,再者,蒙皮上多道焊缝会导致焊接应力分布比较复杂,上述因素将导致在焊接过程中产生失稳变形。因此喷丸处理在提高材料疲劳性能的同时,还具备矫形的作用。#p#分页标题#e#
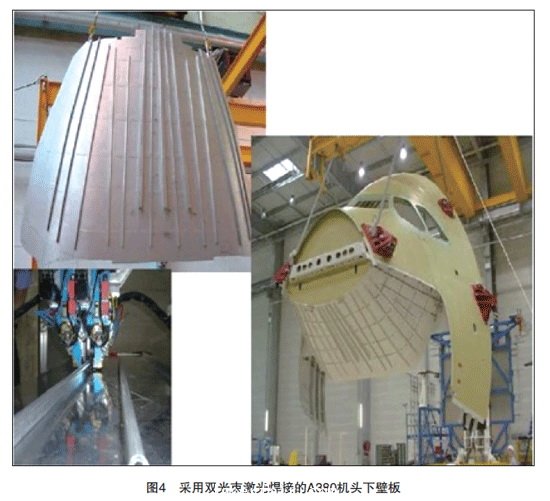
图4为世界最大飞机A380 客机使用双光束激光焊接的机头下壁板,焊接选用的材料为AA6013( 蒙皮材料)/AA6056( 长桁材料),与传统的6061 铝合金相比,这两种材料具有良好的焊接性能,材料本身具备中等强度,同时还具备优异的损伤容限性能。填充材料选用流动性较好的4047 铝合金焊丝。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

