




摘要:该论文主要介绍SIMOTION D在轧钢线板带激光焊机中的应用,充分利用SIMOTION的各种工艺对象,包括轴、多组同步对象、快速输入等,同时通过LAD编程方式实现全自动在线激光加工设备。
一、 项目介绍
1、 背景介绍
目前我国钢铁行业处于主导地位的典型冷轧工艺路线是:转炉冶炼——炉外精炼——初轧开坯——热连轧——酸洗——冷轧——退火——平整——镀锌(锡)——成产品。在此典型的冷轧工艺中,板带焊接设备必不可少。运行过程中,先行带尾与后行带头必需进行焊接,才能保证生产线的连续作业。板带焊接的常用工艺有电弧焊、窄搭接焊、激光焊等几种,激光焊机至今为止全部是进口设备。宜昌三峡全通涂镀板股份有限公司是以生产超薄涂镀板为主要产品的大型企业,为了降低设备采购成本,宜昌三峡全通涂镀板股份有限公司与武汉大族金石凯激光系统有限公司合作,武汉大族金石凯激光系统有限公司研发完成了国内首台板带激光焊机,不仅填补了该产品国内空白,而且还抑制了进口设备的价格。
2、 设备组成
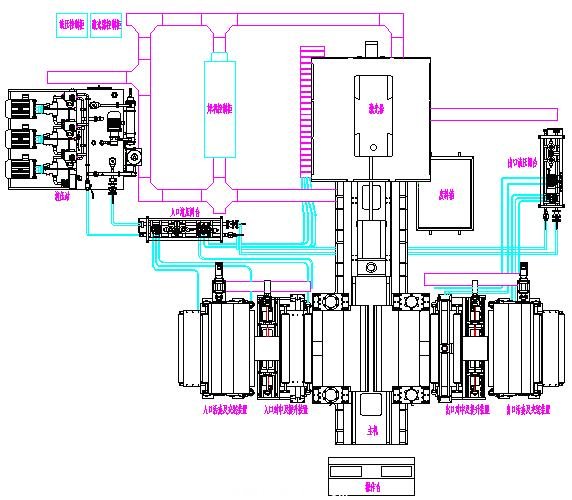
(图1)
板带激光焊机主要由以下四大部件组成:
1) 机械部分:机械部分成T型,各装置名称及功能分别如下:
★ 入口/出口活套装置:用于钢带的挡料,存储一定的钢带,方便对中。
★ 入口/出口夹送装置:用于钢带的送料,将带头、带尾准确送到主机的夹钳下,方便激光切割。
★ 入口/出口对中装置:一方面用于钢带宽度的自动测量;另一方面用于带头、带尾焊接前不错位,确保钢带的直线度。
★ 入口/出口提升装置:激光焊接合格后,钢带在理想的位置高速穿过该设备,从而保证该设备的稳定性和钢带的表面质量。
★ 打孔装置:将钢带激光焊接处打孔,作为标记。
★ 月牙剪:将不等宽的两卷钢带在焊接处剪切掉,使之圆滑过渡,不伤害下一工序的其他部件。
★ 主机:包括可以来回直线运动的C型架、焊缝检测装置、辅助动作的液压缸等;用于钢带的激光切割、焊接、焊缝检测功能。
2) 液压站:由于该设备大多采用液压缸来实现相关动作,液压站为此提供动力源。
3) 激光器:随C型架的来回移动,激光器为完成钢带带头、带尾的自动切割和焊接提供相应的激光功率。
4) 操作台:通过HMI集中监控整台设备,具有手动、自动、监视、文档记录、报警等功能。
3、 工艺简介
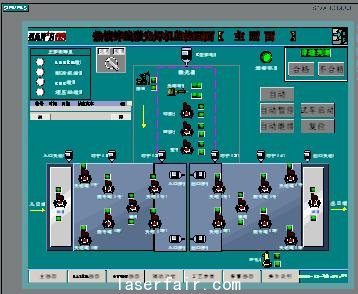
(图2)
1) 带尾检测及移动:通过对带尾的两次检测配合出口夹送辊将带尾送到出口自动切割处;出口对中装置将带尾执行对中。
2) 带头检测及移动:通过对带头的两次检测配合入口夹送辊将带头送到入口自动切割处;启动快速输入功能,对钢带宽度进行自动测量;然后运用入口对中装置将带头执行对中。
3) 激光切割:当带尾、带头移动到相应位置时,根据要求将带尾、带头自动切割。
4) 激光焊接:将切割合格后的带尾、带头进行自动拼接,然后根据要求将带尾、带头自动焊接。
5) 焊缝检测:将焊接后的钢带进行检测,判断是否合格,合格便通过出口夹送装置将钢带焊缝移动到打孔处打孔,作为焊缝标记;不合格自动将钢带切割,重复前面工作。
二、 控制系统构成
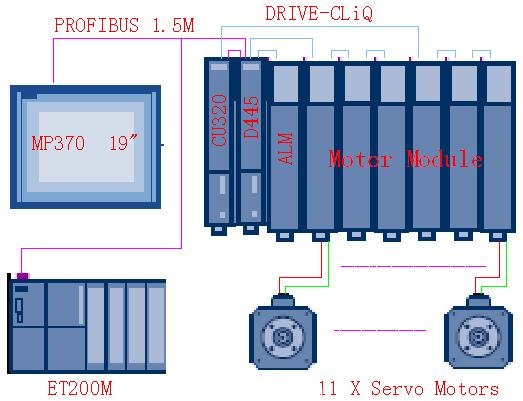
(图3)
如图所示,控制系统核心控制器为SIMOTION D445,通过扩展CU320来实现完成11个伺服轴的控制,使用PROFIBUS DP作为通讯网络连接各部件,涉及的其他部件及功能如下:
1、 伺服驱动和电机:选用SINAMICS S120书本型模块和1FT6伺服电机,分别用于入口装置测量、对中;出口装置对中;焊缝拼接;C型架;入口夹送装置;出口夹送装置。使用SINAMICS驱动系统,在控制上保证了同步和定位的精度。
2、 人机界面:该设备配置了一个MP370 19”,实现集中控制、显示、报警、归档、工艺配方等工作。
3、 分布式I/O:配置SIMATAC ET200M模块,其中IM153-1和IM153-2各一块,用于逻辑输入输出信号处理、模拟量信号处理。
4、 轴扩展模块CU320:除了用于轴运动控制以外,还得实现入口/出口夹送辊的全闭环控制、快速I/O测量等功能
三、 控制系统完成的功能
运用快速I/O测量带宽和伺服电机同步功能是此设备的重点;也是该项目成功的核心要素。下面介绍一下相关内容:
1、 使用CU320全局快速输入
在生产线中,由于前后两卷钢带的宽度可能不一致,需要对钢带的宽度进行自动测量,从而保证前后两卷钢带在中心线上完成激光焊接。为此,我们使用了2个快速输入功能,调试过程如下:
★ 在CU320的报文中选择 SIEMENS telegram 392:从而激活6个全局的快速测量功能,注意相对应的Input data。
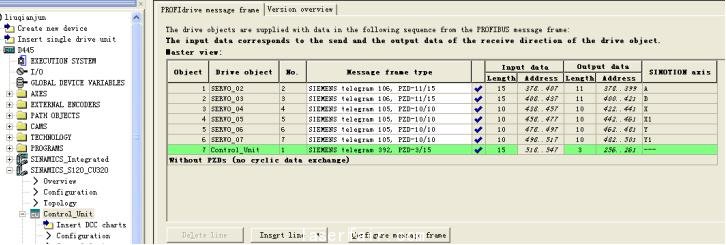
(图4)
★ 在CU320的专家参数中,P680选择使用的快速输入点(如X122.8和X122.10),需要和TO_Measuring Input中设置的地址一一对应。#p#分页标题#e#
(图5)
在TO_Measuring Input中,Measuring_input_1 的HW address 和Bit number中分别输入521和1,设置快速测量输入点测量1(X122.8)。
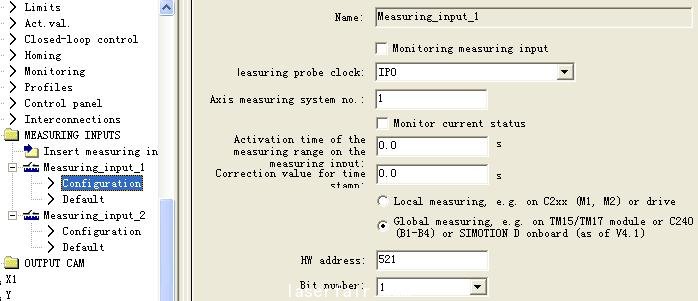
(图6)
★ 同样的方法在Measuring_input_2 的HW address和Bit number中分别输如521和2,设置快速测量输入点测量2(X122.10)。
★ 通过程序激活或不激活快速测量功能。
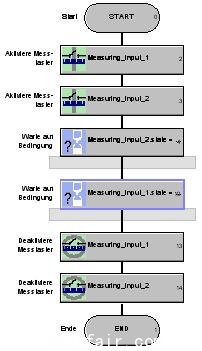
(图7)
2、 同步功能
在此生产线中前后两卷钢带激光焊接处有要求:带钢长度方向的弯折从距焊缝2米处测量≤4 mm/4m,这就要求入口、出口对中的四个伺服电机两两同步。SIMOTION能实现定位轴的速度同步、多轴同步、相对和绝对的电子齿轮同步。同步功能的实现首先是此轴在做轴配置时需激活同步如:图8;其次是在Simotion程序中调用激活同步(_MC_CamIn)及取消同步(_MC_GearOut)命令来完成。根据工艺需要PLC程序可以随时激活随时取消。
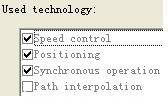
(图8)
3、 编程
SIMOTION编程语言符合IEC61131-3标准,且包含I/O管理及过程和机器控制所需的所有PLC命令。程序可以用LAD(梯形图)、FBD(功能结构图)、ST(结构文本)以及MCC(运动控制图)的形式编制。在此项目中主要采用的是LAD编程语言,涉及到的有增量(_MC_MoveAdditive)、绝对(_MC_MoveAbsolute)、回零(_MC_Home)、停止(_MC_Stop)、复位(_MC_Reset)、点动(_MC_Jog)、激活同步(_MC_CamIn)及取消同步(_MC_GearOut)等功能块,灵活运用这些功能块,使整个项目具备了手动调试、自动运行功能。在调用这些功能块时需要注意两点:
①、 当同一个轴多次调用同一功能块时,不要同名,同名可能会导致PLC程序不能重复循环。
②、 调用功能块时EN端最好不要加条件,条件可以加在execute端,如:
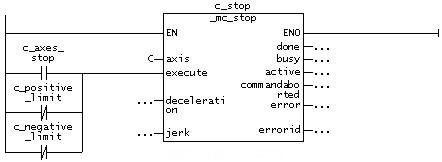
(图9)
四、 项目运行
板带激光焊机与整条生产线经过上线调试,现已稳定运行。各项技术指标达到了设计要求,焊缝断带率≤0.1%;拉力实验测试结果显示断裂都不发生在焊逢处。生产节拍、焊接质量及整机稳定性均达到进口设备标准。加上中文操作界面HMI,直观的动作指示、操作指南、报警提示、维修手册于一体,使设备更适应客户使用习惯,得到了客户的充分认可。
五、 应用体会
本人一直以来都是从事数控系统的运用,有一定的运动控制基础,初次使用SIMOTION感觉还是比较容易上手的。通过这台板带激光焊机的设计、调试,对SIMOTION有了较为深刻的理解,并掌握了SIMOTION的调试方法、应用范围、基本功能、编程技巧等。跟SINUMERIK高档系统840D比较,有可编程性强、操作方便、成本低、更适应生产线的优势。
(本文作者:武汉大族金石凯激光系统有限公司,刘千军)
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

