






当今涡轮发动机部件异型孔的激光加工成了最热门的主题,无论航空发动机还是陆基涡轮机制造企业及其供应商都对此领域表现出了极大兴趣,他们往往提出不同的异型孔的形状,但受制于技术、经验或是工业设备水平的限制,要想得到理想的孔形非常困难。
大家对加工异型孔很感兴趣的原因很简单:异型孔能对涡轮部件提供更好的冷却效果。良好的设计可以采用更少的孔达到更好的冷却效果,减少孔的数量意味着缩短了加工周期、降低了成本、减少了气体消耗。应用到实际上,就能提高发动机的效率,降低发动机的成本。由于速度优势、灵活的加工方法及可加工覆盖隔热涂层(TCB)零件的能力,使用激光加工异型孔成为了热点。
型孔的使用很早就有资料记载,已在发动机的热段组件上有效使用多年。一些发动机部件生产商采用传统的电火花技术(EDM)来加工这些孔,另一些采用激光技术,而选用其中某种加工技术的主要考虑是加工成本和灵活性。激光加工不仅快速而且更为灵活,如果综合考虑所有因素,激光加工也更节省成本。

激光加工技术与EDM加工技术
为了比较激光及电火花型孔加工技术,我们先来了解一下用于描述型孔的两个模型:扩散段和直流段,如图2。
“扩散段”可看作型孔的“形状”部分,位于型孔的出气口处,用来喷射气流,以在零件的表面形成一层气膜。如何设计扩散段的形状不在本文所述之列。多年来设计工程师已设计了多种不同形状的孔。衡量一个孔是否与其它孔不同,取决于孔的角度及其位置,形状各异的孔往往由这两个因素产生。
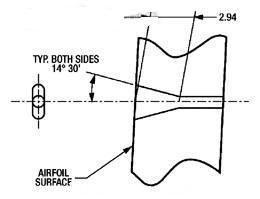
“直流段”指的是圆柱形部分,这部分由直接穿孔或激光环切而成。对涡轮发动机零部件而言,其孔直径一般在 0.010 英寸(0.25 毫米)至 0.035 英寸(0.89 毫米)之间。在使用LASERDYNE 激光打孔系统的客户那里,我们发现了一个有趣的现象,那就是加工的型孔直流段长度并没有完全按照标定要求,参考以下事例。
案例1: 在上世纪90年代初期,Pratt & Whitney(P&W)公司遇到了一个冷却孔的问题。冷却孔采用激光加工,加工的也非常完美,但在发动机实际使用中却碰到了气流阻塞现象,且气流使用效率非常低。在P&W 公司的诺斯黑文工厂,一个由Dave Pepe领导的小组开发了一套双重激光加工工艺,在零件表面处,沿初始冷却孔角度扩大了该孔的一小段直径。尽管这种最初的“扩散段”和后来的型孔设计有很大不同,但大大降低了加工成本,仅需在激光打孔设备上进行简单的操作。这种工艺获得了极大的成功,并被推广至该公司其它几个加工厂,Dave Pepe 和Pratt & Whitney公司并将此工艺申请了专利,时至今日,这种工艺仍然还在使用。
案例2:在上世纪80年代后期,英国的Vickers Precision 公司使用激光打孔机代替传统的电火花加工设备,用来加工指定形状的型孔扩散段和直流段。Vickers 公司找到普瑞玛北美公司需求帮助,普瑞玛北美公司提供了一套LASERDYNE 780 BeamDirector 系统,并配备传统的“谐振腔”Nd:YAG 激光器,其灵活的加工特性、简易的编程处理对这个项目的成功起到了至关重要的作用。在这套设备上,我们开发了一套完整的激光打孔工艺,缩短了加工周期,降低了加工成本。这种工艺的一个局限是要求孔必须“通视”,这是由于我们采用了“谐振腔”式Nd:YAG 激光器并采用穿孔加工工艺的结果。尽管孔的形状有所限制,但这种工艺仍然是非常成功的,并一直沿用至今。
结论
型孔激光加工技术在过去已被证明是一种行之有效的方法,在将来会有更为广泛的应用。激光器设计及编程技术的发展使得激光系统变得更有吸引力,但仍需我们的工程师们投入更大的精力去研究和发展激光系统。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

