






摘要:连杆是发动机的五大件之一,其质量直接影响着发动机的性能和安全。连杆属于典型的不规则件且精度要求相对较高,因此加工工艺复杂。本文主要研究发动机连杆涨断工艺,详细分析了有关连杆涨断所涉及的材料、设备、加工工艺等,希望激光涨断工艺在连杆的发展中的先进性得到更广泛认识。
前言
一直以来无法精确地加工零件分离后的表面并组合一直是人们难以克服的问题,直到发明了涨断这种工艺方法,使得精确吻合及螺栓拧紧两断裂面成为可能。1995年,应用于连杆加工的革命性的激光涨断技术开始应用于欧洲市场。精确的激光刻痕及涨断力,使得精细的断裂面能够完美的组装到一起。涨断技术极大的降低了成本并减少了50%的加工工序,与传统方法相比:机床投资低,材料成本低(仅1个毛坯),整个工艺的加工准备时间短。激光最大的优点在于不需接触材料表面即可进行加工,与拉削相比,激光不必接触工件就能为涨断工艺刻出所需的断裂线,因此没有任何道具的磨损。生产工艺的重复性和稳定性非常高。另外,激光非常灵活,从而使用同一个激光器即能对各种各样的连杆进行最佳的切口加工。拉刀的寿命大约为400件,而激光光学透镜的寿命可高达1000000件。
连杆的材料及加工工艺
目前,国外用于裂解加工的材料主要有:粉末冶金、高碳钢、球墨铸铁和可锻铸铁等,本文主要采用C70S6BY高碳微合金非调质钢为连杆材料。锻钢连杆尺寸精度高、组织结构与力学性能好,尤其适用于大负荷、高转速的发动机,以及对连杆具有高疲劳强度和高可靠性要求的场合。
材料硬度:HB269-302;
金相组织 :铁素体+珠光体(铁素体≤10%) ;
机械性能:抗拉强度 900-1050N/mm;
屈服强度:≥520N/mm;
延伸率:≥10%
断面收缩率:20%-40%;
化学成分(按重量百分比%)见图1NSE连杆的加工工艺流程:
NSE连杆生产线占地约1000m2,共有7道工序,现有设备6台,其中包括:德国Alfing多工位专机3台,德货Diskus卧式双面磨磨床1台,德国MTM清洗机1台,意大利MARPOSS综合测量机1台,生产线的工序间的自动输送链由德国的AMT公司制造。目前已形成一期产能100万件/年,二期规划产能将达到168万件/年(见图2)。
连杆生产线采用了激光切割涨断工艺,节省了连杆盖和连杆体结合面的加工,保证了连杆盖和连杆体在装配时的重复定位精度;采用了双面磨工艺连杆在加工时,不再需要翻面而进行二次装夹,生产效率高;半精镗、精镗连杆的大小头孔时,机床上除了配置了主动测量系统,还配置了镗孔尺寸的自动补偿系统,保证了加工尺寸的精度;综合测量机除了能100%地全尺寸检查成品连杆,还兼有自动称重和分组功能;生产线上大量的采用了德国的MAPAL公司的复合刀具,优化了加工工艺,提高了生产节拍;生产线上的在线检具均有德国的HOMMEL公司制造,使用方便,测量精度高,测量结果及时上传与数据库连接并及时更新,并能对关键尺寸进行SPC控制。
涨断装配专机
设备制造商:ALFING(图3)
涨断工序的各工位照片(图4)

1、激光割槽工位介绍(图5):
涨断轴插入连杆的大头孔内,液压缸带动斜铁向上移动,推动涨断套径向涨开,连杆盖和连杆体瞬间被涨开,在涨开的同时有两个动作:1,压缩空气打开,吹在涨断面上;2,大头外侧始终受到外部给予的背压力,使得涨开的连杆盖和连杆体被迅速对齐。
2、涨断工位介绍(图6):涨断轴插入连杆的大头孔内,液压缸带动斜铁向上移动,推动涨断套径向涨开,连杆盖和连杆体瞬间被涨开,在涨开的同时有两个动作:1,压缩空气打开,吹在涨断面上;2,大头外侧始终受到外部给予的背压力,使得涨开的连杆盖和连杆体被迅速对齐。
3、预拧紧工位介绍(图7):
螺栓预拧紧工位主要由气动螺栓输入装置、Bosch拧紧枪、螺栓孔吹气装置、小头孔定位装置等组成。工作过程是 :1,气动输入螺栓 ;2,拧入螺栓(扭矩 :7NM) ;3,拧紧螺栓(扭矩:12NM )。
4、终拧紧工位介绍(图8) :螺栓终拧紧工位主要由Bosch拧紧枪、连杆体和连杆盖的分离装置、震屑装置、小头孔定位装置等组成。工作过程是:1,松螺栓(角度:-1140°);2,分离连杆体和连杆盖;3,振动铁屑;4,定值扭矩拧紧螺栓(扭矩:14NM );5,定值角度拧紧螺栓(80 °)
激光涨断优点与激光加工注意事项
一、采用激光涨断加工的优点:
1、节省了连杆盖与连杆体的结合面的加工;
2、节省了螺栓定位孔的加工;
3、节省了连杆盖的单独输送;
4、凹凸不平的涨断面增大了连杆盖与连杆体的结合面的面积,这样增强了连杆总成在装机后的承载能力和抗剪切能力;
5、连杆体和连杆盖通过自然形成的涨断面组合装配,不但重复精度和定位精度好, 连杆大头孔的形状公差的精度(圆度、圆柱度)也保持得好。
6、通过统计和计算:与传统连杆加工方法相比,激光涨断技术可节省机床设备投资5%,减少机加工工序50%-60%,降低生产成本5%- 20%。
二、激光加工的注意事项:
1、激光割槽原理:激光谐振器产出的激光束经导光系统中的镜片的反射、聚集后,成为功率密度极高的光束,该光束通过光纤电缆和喷嘴照射在连杆大头孔需要涨断的部位,金属开始熔化蒸发,形成激光割槽。
2、工艺参数的调整:我们通常通过调节激光的聚集点、脉冲波长和功率来控制激光割槽的深度及宽度。要定期检查激光割槽的深度,否则将影响涨断质量并加速涨断轴的磨损。
3、激光的性质:由于所用激光的强度等级为4级,是不可见光,容易灼伤皮肤和眼睛,在调整激光装置时应注意安全,必须佩带防护眼镜、穿白色工作服,以减少激光的漫反射的影响。
4、激光割槽对后续加工的影响:在激光割槽的过程中,由于激光束能量密度高,加工速度快,并且是局部加工,对非激光照射部位影响极小,热影响区也就小,所以,工件的热变形小,对后续加工(精缤、珩磨)的影响就很小。
5、NSE连杆的激光涨断工艺尺寸与质量缺陷类型
一、NSE连杆的激光涨断工艺尺寸(图9、图10)
激光槽宽度为0.3-0.6mm,深度为0.3-0.5mm,激光槽尺寸对于激光涨断的质量影响很大。激光槽深度的测量操作步骤如下:
1、打开显微镜电源(图11)
2、选择显微镜M5/0.1镜头。
3、将连杆杆身放在检验位置,断裂面对准镜头(先检验连杆凸瘤面,见图11)。
4、调节显微镜灯光至杆身凸瘤面激光割槽部位。
5、通过微调调节镜头至割槽部位清晰。
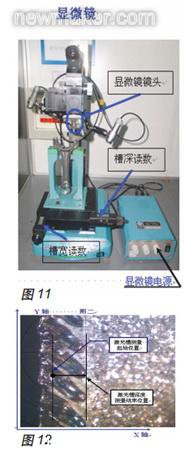
6、调节杆身位置,使镜头坐标Y轴轴线对准激光槽起始位置(图12)。
7、按清零键将X轴显示的位置数据清零。
8、调节连杆位置至激光割槽深度测量结束(平均)位置(图12)。
9、读取位置刻度数据(割槽深度),数据记录在记录表上。
10、重复1-9步骤检验连杆非凸瘤面割槽部位深度。

激光割槽宽度的测量操作步骤如下(图13):
1、打开显微镜电源(图13)。
2、选择显微镜M5/0.1镜头。
3、将连杆杆身放在检验位置,断裂面对准镜头(先检验连杆凸瘤面,见图11)。
4、调节显微镜灯光至杆身凸瘤面激光割槽部位。
5、通过微调调节镜头至割槽部位清晰。 #p#分页标题#e#
6、调节杆身位置,使镜头坐标X轴轴线对准激光槽起始位置(图13)。
7、按清零键将Y轴显示的位置数据清零。
8、调节连杆位置至激光割槽宽度测量结束位置(图13)。
9、读取位置刻度数据(割槽宽度),数据记录在记录表上。
10、重复1-9步骤检验连杆非凸瘤面割槽部位宽度。
二、NSE连杆的激光涨断质量缺陷类型
在连杆涨断加工过程中一些主要缺陷为:
1、连杆外轮廓大面积掉渣(俗称爆口);
2、因裂纹分叉导致断裂面夹渣(包夹);断裂面啮合性差;
3、因裂纹扩展偏移引起断裂面偏离预定位置;
4、由于一侧裂纹槽迅速启裂而引起的单边断裂;
5、裂解过程中塑性变形较大而引起的大头孔失圆等。
因此为了保证裂解质量,在裂解材料选择时必须注意:首先要保证锻造空冷后有足够的强度,以满足连杆使用性能的需要 ;其次要求在保证强韧综合性能指标的前提下,呈现脆性断裂特征,且其断裂面应有良好的啮合性。另外还应该注意裂解槽的加工以及槽的各项参数,同时还有裂解载荷选择,加载速度控制。
结束语
展望未来,发动机连杆涨断裂解加工技术装备朝着如下方向发展:
1) 柔性化。在一台单机设备上实现不同中心距、不同大头孔尺寸连杆的切槽和涨断加工,满足不同排量发动机连杆生产的需要。
2) 低成本。降低设备投入,减少设备运行费用,从而降低整个连杆加工成本。
3) 简单化。便于设备维护、检修。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

