




飞机结构长寿命连接技术应用研究进展
我国目前对现役和在研的飞机提出了延长其使用寿命的迫切需求。飞机结构的使用寿命不仅与细节设计、机体材料和飞行载荷相关联,更与其零件制造质量及其所采用的技术密不可分。这些技术包括连接技术、装配技术和强化技术等。
机体结构通过各种形式的连接而成为一传力承载的整体,而“力”在数以万计的分布于结构单元上的连接点(紧固件、钉孔、焊点、焊缝、胶接点等)间的传递过程中,持续对结构机体所进行的重复作用致使其产生疲劳损伤,继而影响飞机结构的使用寿命。同样,各连接点的制造与装配质量也通过对“力”的传递所产生的影响而影响结构的使用寿命,通过各种技术途径改善各连接点的技术状态(表面质量、配合性质、结构形式等)就能全面提高机体结构的使用寿命。据统计,75%~80%的疲劳损伤与破坏都发生在机体结构的连接部位,足见连接对飞机结构疲劳寿命的重要性。
连接结构寿命是机体结构寿命的主要决定因素之一,保证结构连接可靠,在飞机预定使用期内不发生功能下降或失效的故障,是长寿命连接技术应用研究的主要目的。国外现役的先进飞机机体普遍应用的这类技术有干涉连接技术、电磁铆接技术、多种强化技术、多种焊接技术。所有这些技术在结构不同部位的合理使用保证了其具有较长的使用寿命。

双向激光焊接波纹梁结构。

钛复合材料夹层干涉连接件。
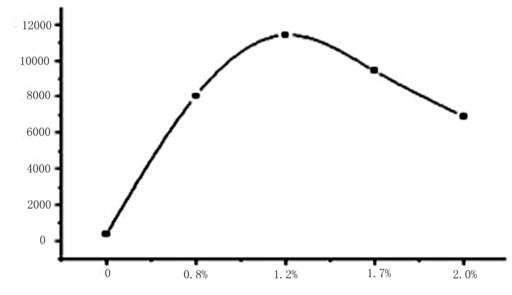
干涉量与疲劳寿命的关系曲线。
复合材料干涉连接技术
新一代飞机机体大比例应用复合材料结构已成必然趋势,对复合材料/金属混合夹层结构连接的研究与分析也成为结构设计中重要的关注热点。干涉连接技术采用衬套与螺栓组合对复合材料/金属混合夹层结构的连接钉孔进行微量挤压,改善钉孔表面状态,对提高金属钉孔的疲劳寿命或改善钉载分布效果明显。
干涉连接技术应用的难点在于对干涉量的选取,相关技术人员为节约研究成本,对干涉量这一复杂问题进行了简化,选取了有限的数据组合,开展了相应的试验研究工作,取得如下结果:
1)干涉连接可提高复合材料/金属混合夹层连接件的疲劳寿命,提高的幅度均在1倍以上。
2)干涉连接可使钉载分配较为均匀,随着钉与孔配合紧密程度的增加,首排钉载逐渐减小,第二排钉载逐渐增加,最大钉载由首排转移到第二排。
3)过大的干涉量会加剧钉载分布的不均匀性,钉载差异接近XX%,甚至高于间隙连接。
4)形成了复合材料干涉型紧固件无损安装初步工艺规程和检查评估办法。
5)能够对小规格(Ф4~Ф6)干涉衬套、螺栓进行自主小批量生产,衬套的合格率能够超过85%。
6)针对小规格(Ф4~Ф6)干涉连接国内技术成熟度已达到6级,可以在型号研制中尝试应用。
紧固孔表挤压强化技术
紧固孔表挤压强化技术是借助接触施加外力对金属夹层钉孔表进行挤压,使孔周产生弹性区和塑性区,弹性区作用塑性区使孔壁产生压应力状态,提高金属钉孔的疲劳寿命的一种长寿命强化技术。结构连接区紧固孔表改善在经历了芯轴滚压、芯棒挤压技术发展阶段后,借助开缝衬套与芯棒结合、避免孔壁产生接触损伤的开缝衬套挤压强化技术将拥有广阔前景。
国内近些年结合型号研制及有关预研项目,针对铝合金、钛合金及其混合夹层结构的制孔技术及其挤压强化技术进行了相应的试验研究与分析,主要工作和结论如下:
1)单一钛合金(国内材料)夹层结构试验采用X%挤压量,疲劳寿命不增反降,且降幅达XX%以上,这就说明X%挤压量对钛合金夹层结构的疲劳寿命影响是负面的。X%以上的挤压量对提高单一钛合金夹层结构疲劳寿命有益,增益最高接近XXX%。
2)单一铝合金(国内材料)夹层结构试验采用X%挤压量对铝合金疲劳寿命增益很小,疲劳寿命增益不明显,可以忽略不计。当挤压量达到X.X%时,疲劳寿命有明显增加,接近XXX%,当挤压量继续增大至X%时,疲劳寿命将再次下降,降幅约XX%。
3)对于钛/铝搭配的复合夹层结构(这种组合飞机上很常见)三钉接头试件,需要兼顾两种材料综合考虑制孔参数。采用X.X%挤压量是一种合理地选择,可兼顾对单一钛、铝合金疲劳寿命的影响,但疲劳寿命增幅有限,最多增加XX%左右。
4)在实际飞机结构中有单一的铝或钛合金夹层结构,也常有钛/铝搭配的复合夹层结构,对强化挤压量的选择,既要考虑以上的试验研究结果,也要考虑实际钉载不均所导致疲劳载荷幅值差异对结构寿命的更大影响。
激光焊接技术
激光焊接是用大功率密度的激光束对材料表面进行照射,通过材料表面吸收光能并且转化为热能使焊接部位温度升高熔化成为液态,在随后的冷却凝固过程中实现两种材料的连接。它是一种高速、高效、高精度的高能束流焊接方法,焊接接头质量可与电子束焊媲美,却无需真空环境,不产生X射线, 尤其适合于新型耐高温航空结构材料的焊接组合。
国内2006年对2.5毫米厚1420铝锂合金板材进行了YAG激光焊接,对YAG激光焊接工艺参数与焊缝成形及焊接接头的拉伸性能进行了试验研究。
双光束激光焊接意味着在焊接过程中同时使用两束激光,光束排布方式、光束间距、两束光所成的角度、聚焦位置以及两束光的能量比都是双光束激光焊接中的相关设置参数。通常情况下,在焊接过程,双光束的排布方式一般有两种,一种是沿焊接方向呈串列式排布,这种排布方式可以降低熔池冷却速率,减少了焊缝的淬硬性倾向和气孔的产生。另一种是在焊缝两侧并列排布或交叉排布,以提高对焊缝间隙的适应性。
影响激光焊接的主要工艺参数有:激光类型和功率、光斑直径、焊接速度、激光入射情况、焊丝形状和尺寸、保护气体特性等。目前,国内激光焊接钛合金薄板的成熟度级别有了较大提高,双光束激光焊接钛合金薄板结构的成熟度级别也有了较大的提高。
活性焊剂氩弧焊技术
活性焊剂氩弧焊技术是采用在被焊接部位涂敷活性物质的方法,压缩焊接电弧,改善熔池的流动,以减小热影响区,提高焊缝质量。
我国活性焊剂氩弧焊接技术在“十五”、“十一五”期间,完成了许多工程应用研究工作,取得了显著的技术进步。钛合金波纹腹板梁结构的应用研究具有鲜明的代表性,对于焊缝鱼鳞纹、机械打磨、手工打磨等影响焊缝接头的中值疲劳寿命等工程细节问题均进行了深入的试验研究。
连接焊缝表面超声冲击强化技术
表面超声冲击强化是利用超声冲击波的能量,打击金属零件表面,使零件表面产生压应力层,改善零件的表面状态。我国超声冲击强化技术目前处于应用研究阶段,“十一五”期间利用该技术对钛合金焊缝进行了强化处理与试验研究分析,焊后超声冲击处理(UIT)可以有效地改变焊缝表面的应力分布情况,将拉应力转变为压应力,均值达可以到-XXXMPa以上。在此基础上,设计了辅助工装对激光焊接和活性焊剂氩弧焊接波纹腹板梁结构焊缝进行了强化,取得了一定效果和工程应用经验。
超塑成形/扩散连接
钛合金层合技术
超塑成形/扩散连接钛合金层合技术是采用超塑成形/扩散连接工艺,在形成结构的多层钛合金薄板接合面间形成扩散连接点,提高结构抗疲劳能力。
国内钛合金SPF/DB技术应用虽然在规模与数量上与国外有一定差距,但在隔框、大型口盖、整流罩等承力构件上也已装机使用,并对钛合金DB层合结构开展了试验研究。通过钛合金层合结构裂纹扩展性能对比试验发现,层合结构的表面裂纹扩展性能、穿透裂纹扩展性能和开孔拉伸角裂纹扩展性能都有着明显的优势,作为一种缓慢裂纹扩展结构,在主承力构件上的应用可以提高结构的耐久性,是很有应用前景的一种结构形式。
激光成形及连接技术
激光成形及连接技术是采用钛合金微细粉末,经激光熔化后堆砌成独立的结构单元,将各结构单元加工后,再连接成设计要求的整体件。
国内开展金属零件激光直接成形工艺技术研究的单位目前主要有北京航空航天大学、北京有色研究总院、西北工业大学及清华大学等单位。
此外对于A-100钢结构件的激光成形制造国内也在进行着探索性研究。(中航工业沈阳飞机设计研究所 杨旭 魏金龙)
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

