




汉诺威激光中心材料处理专家称,一种混合激光焊接新方法有望在未来为厚的钢和铝实现更快的焊接。
使用的是16千瓦的碟片激光器结合气体保护弧焊(GMAW ),这个隶属工业激光应用中心的团队声称它能够焊接厚的金属样品和板材,材质可以是铝合金或钢,焊接速度比传统的GMAW快12倍。
该人士认为,这一方法一旦完全开发应用,可以大幅缩短加工时间,并降低液化气罐和管道的生产成本。
汉诺威激光中心专门从事材料连接和金属切割的科学家,声称混合工艺可用于单面的、零缺陷的铝板焊接厚度达12毫米,钢板厚度达23毫米。
创新的工艺不仅速度极快,而且与具有多层GMAW加工的传统方法相比,焊缝的几何形状很窄,填充材料消耗是相当低的。12毫米厚的板材,材质是铝合金EN AW 6082 T6,其结果经过标准测量之后,焊缝杂质达到了最小水平。根据评估小组透露,焊接速度为铝合金板每分钟6米,钢板每分钟1.5米。
该混合技术集成了一个扫描振镜,能够切换激光束的长度方向或交叉方式,并且可以弥合达0.5毫米的缝隙, LZH说:“工程师们也已经能够焊接厚度高达23毫米的钢板,单层焊接速度每分钟1.5米”。
结合了多重优点的混合焊接
采用气体保护弧焊连接厚度为30毫米的钢板,需要一个所谓的“定位焊”和大约六个填料层。相比较而言,混合焊接的方法只需要两到三个填料层,其中,第一层是使用激光GMAW组合完成的。
这个步骤也取代了定位焊和第一至四层采用常规GMAW焊接的做法。在此之后的步骤中,板材只需要一两次GMAW加工过程,这意味着,采用混合方法焊接1.5米长的工件只需要短短一分钟,而传统的GMAW方法则需要十二分钟。
混合焊接的主要优点来自于气体保护弧焊和激光之间的协同作用。LZH解释,当它们结合时,激光被耦合到由气体保护焊产生的填充材料的熔融池。这种填料由电弧熔化,它会吸收激光能量,然后将其转移到板材之间的焊接区。“激光束和电弧互相稳定,使实现相对较高的焊接速度成为可能。
这一研究是“ HYBRILAS”的一部分,由德国联邦教育与研究部(BMBF)和几个激光材料加工相关的研究所负责。目标是开发一个混合焊接的方法,实现对重钢板(定义为厚度超过20毫米)和铝板材(定义为厚度高达15毫米)的进行焊接。
“这种新的制造方法的可以在一次性焊接操作中实现更厚板材的焊接,以及在施工中增加自由度。另外的目标是生产时间和填充材料的减少。”
然而,混合焊接方法并不是环境恶劣的重工业应用的唯一选择,光纤激光器公司IPG光子此前曾表示,俄罗斯的客户已经使用了其系统用于管道焊接。
据HYBRILAS项目背景,这个发展项目的下一个步骤,应该看到在实验中使用这一方法能够实现的最大板材焊接厚度,并且由此决定发展出一系列的适用焊接头。
HYBRILAS项目的合作伙伴除了LZH ,还包括工业激光和光学测量公司Precitec,以及EWM高科技焊接公司、梅塞尔集团等。
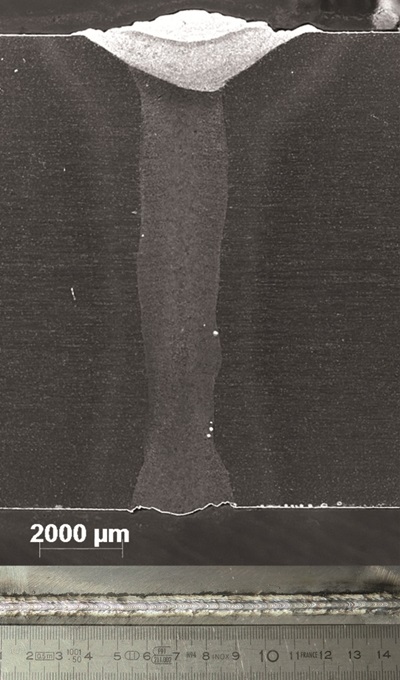
铝合金深焊接
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

