




众所周知,皮秒脉冲激光器在广泛的工业微加工应用方面具有众多优势。尤其值得一提的是,它几乎没有热影响区,可以处理的材料范围极其广,甚至包括那些在可见光和近红外光区透明的材料。不过,在早期的时候,皮秒激光器尚不具备必要的信赖度、低经营成本,也缺乏在许多生产环境中实际应用的实践参数。而现在新一代的工业皮秒激光器可以实现这一技术所具备的优势特点。本文探讨了纳秒和皮秒激光加工之间的主要差异,介绍了当前可用的皮秒激光源的基本体系结构以及在工业中的典型应用。

皮秒 Vs 纳秒
微加工通常针对的是微米级别的加工需求,如孔和槽,同时还要避免对周边材料造成热损伤。换句话说,微加工的目的就是获得精细、干净的切口,而且热影响区(HAZ)最小。
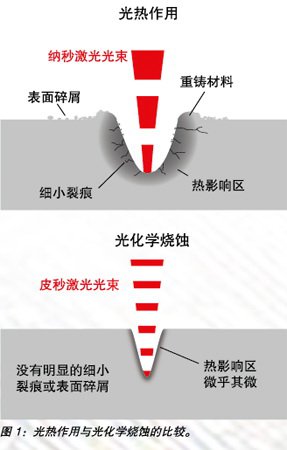
用激光进行精密钻孔、划片或者切割有两种基本机制。许多传统应用主要依赖于红外和可见光调Q激光器,它们的脉宽在数十纳秒范围,通过光热作用来移除材料(见图1)。在这种情况下,聚焦的激光光束是密闭的、强度高的热源,它会迅速加热目标材料并最终使之汽化。
这种方法的优点是它可以快速去除相对较多的目标材料(特别是调Q激光器通常以数千赫兹的重复频率运行)。而且,众所周知的是纳秒激光技术具有完善的技术基础,来源高度可靠,运营成本也很有吸引力。不过,对那些要求最苛刻的加工任务来说,在热影响区的大小、频繁产生的重铸材料或者是表面涂层的分层开裂等方面仍然存在一些限制。
激光去除材料的第二种机制建立在光化学烧蚀(图1)基础上。在这种情况下,激光光子直接破坏目标材料的结合键。这相对来说是一种“冷”加工过程,因而热影响区很小。另外,整个加工过程很干净,没有重铸材料,因而很少需要后期再加工。
紫外(UV)激光光子的高能量意味着在很多材料中它们可以驱动光化学烧蚀的发生。因此,紫外调Q激光器通过光化学烧蚀来去除材料。不过,可以实现完全的光化学烧蚀作用的另一个方法是使用皮秒量级或者是更短的脉冲。这些超短脉冲具有非常高的瞬时峰值功率(兆瓦及以上),其高能量密度使其可以通过多光子吸收来激发材料中的电子并且直接破坏原子键(图 2)。此外,由于脉宽比机械加工材料的热扩散率短,残余热效应带来的大部分热量都会被带走,而来不及传播开来,因而基本不会生成热影响区。
除了加工过程中基本没有热影响区,超快加工的另一个主要优点是它适用的材料范围非常广泛,包括几种宽禁带材料(例如玻璃和某些聚合物),这类材料线性吸收和光吸收很低,因此很难用现有的商业化激光器来处理。具体来说,即使这些材料在激光波长范围通常是透射的,这一“波长不可知”技术也可以诱发非线性吸收。
目前市面上的皮秒激光器的范围通常从红外到紫外。一般来说,紫外皮秒激光器在高精度和最小热影响区方面有着最佳的表现。这是因为它们基本都是光化学烧蚀,而且还可以聚焦到最小的光斑尺寸(通过衍射)。从另一方面来说,红外和可见光皮秒激光器通常会提供更大的输出功率,从而带来更高的处理速度。
皮秒激光体系结构
虽然目前市面上的工业超快激光器在形式和结构上多种多样,但是它们都有着同样的基本配置。具体地说,通过被动锁模振荡来输出10皮秒或者更短的脉冲,这个是驱动光化学烧蚀的必要条件。然而,大多数锁模振荡器产生的脉冲相对来说能量较低,重复频率在数十兆赫。这一太高的重复频率无法用现有的扫描技术来处理,所以用脉冲选择器来提取这些脉冲中的一小部分,然后通过放大器来放大这些脉冲的能量,再进行最终的输出。
大多数商业皮秒产品都基于以下体系结构之一:
光纤振荡器加光纤或棒状光纤放大器,
光纤振荡器加自由空间放大器,
二极管泵浦固态振荡器加自由空间放大器。
全光纤振荡器加放大器方案的优势是成本相对较低。不足之处是非线性、散射以及光纤放大器中的一些其他效应限制了单位脉冲能量的最大值,这个数字是10μJ(在10皮秒脉冲时)。因此,获得高平均功率的唯一方法就是提高重复频率,而这一方法在光束传导系统方面遇到了难题,因为大多数光束偏转机制,例如振镜扫描,都不够快,以避免单个脉冲在工件表面重叠。例如,直径为50μm的焦点光斑,脉冲重复频率为1MHz,扫描速度需要达到50m/s才能避免脉冲重叠,这一速度很少能做到。结果是加工处理速度受到了限制。
为了实现大部分应用所需要的更高的脉冲能量,可以用光纤振荡器匹配自由空间放大器。
第三种方法是使用半导体泵浦固态振荡器,这种方法可以产生更高的脉冲能量。然后是自由空间放大器,通常是再生放大器或多级放大器。事实上,可以使用多个放大器阶段来把功率提升到更高水平。
瞬态放大器结构的另一个极为重要的优势是,它支持“脉冲串模式”操作,即脉冲选择器可以传递一串连续脉冲(通常可达10个),而不只是单脉冲。这一整串脉冲可以在后续阶段被放大。
这一模式的优点是,在某些情况下,它可以大大提高某一平均激光功率下的烧蚀率(每单位时间去除材料的量)。例如,实验表明,重复频率为1MH时,当一串5个脉冲通过放大器时,与单个脉冲相比,前者可以增加5~10倍烧蚀率。每种情况下产生的平均功率是类似的,而且实际上,脉冲串模式下的每脉冲能量较低(因为放大器增益被分配到几个脉冲中)。然而,当脉冲的间距较小时,烧蚀率并不线性地取决于脉冲能量。
烧蚀率的确切机制仍在研究中,但目前有一些新兴的受到推崇的理论。它认为,在脉冲之间只有20纳秒左右间隔时,材料没有时间放松,仍然会处于“预处理”状态,这就使得脉冲串中随后的脉冲可以实现更大的材料去除,尽管能量较低。
该模式可以极大地开辟超快微加工的参数空间。事实证明它在那些有自由电子的材料上能发挥最大的作用,例如钢、硬质合金和硅等材料。而对于包括陶瓷和玻璃在内的那些介质材料,它的优势很小,甚至基本没有。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

