







1939年,他将航天技术上的知识应用到VS-300机型上,该系统是世界上首架实用的旋翼飞机。从那以后,该公司成为直升飞机的主要生产商,不仅生产军用/商用飞机,也进行技术开发应用,其中包括了X2演示机型(如图1a)。 现在,重于空气的直升机飞行已经成为可能,但是还需要大大降低机身的重量。在航天航空领域,对旋翼飞机的主要要求就是提高结构中每个零部件的效率。机身结构上的少许增加可能导致有效载荷的严重损失。载荷的损失和燃料承载能力的降低可能导致整体设计的失败。 在旋翼飞机结构的设计中,轻型材料的使用十分重要,例如UH-60A黑鹰的设计(图1b)。
钛、镁、铝和更多的复合材料被广泛用于旋翼飞机的制造中。钛是Sikorsky旋转器结构设计中的主要材料,而镁是变速器结构的主要材料,铝是机身零件的主要材料。复合材料正更多的被用于叶片、旋翼头零件和机身结构中。 旋转器零部件和变速器的制造是采用大型金属坯锻造而成的。机身也包含了一些采用锻造材料的零件,但是,机身零件绝大多数采用铝板。传统上,使用7000系列锌基铝合金来进行加工,这是因为该合金具有良好的静止力度和疲劳强度。虽然7000系列铝材料很适合航空应用,但是它们不耐高温。快速加温,如焊接和激光切割等操作,会导致微裂痕。微裂痕导致疲劳强度的降低。焊接和激光切割是两种产生热致微裂痕的加工。 激光切割的优势在于能快速、准确的将铝箔加工成不同的形状,该技术优势使得激光切割设备刚实现商业化就吸引了许多航空公司。二十世纪七十年代,主要的制造商对激光切割技术进行了评估,他们发现,激光加工产生的微裂痕对零件的疲劳特性所产生损害是不允许的。潜在的增重损害了制造业的利益,就使得激光切割技术被主要的机身制造商们束之高阁。 除了微裂痕的问题,人们还发现激光切割技术的参数很难控制,几乎无法进行检验。在目前的国际制造业市场,对所有加工和特征参数的检验进行严格的控制日益重要,因为这些加工工作更多的被外包给外围的供应商。 质量和加工控制是至关重要的。任何给加工带来不确定因素的过程都必须加以控制或者直接排除。
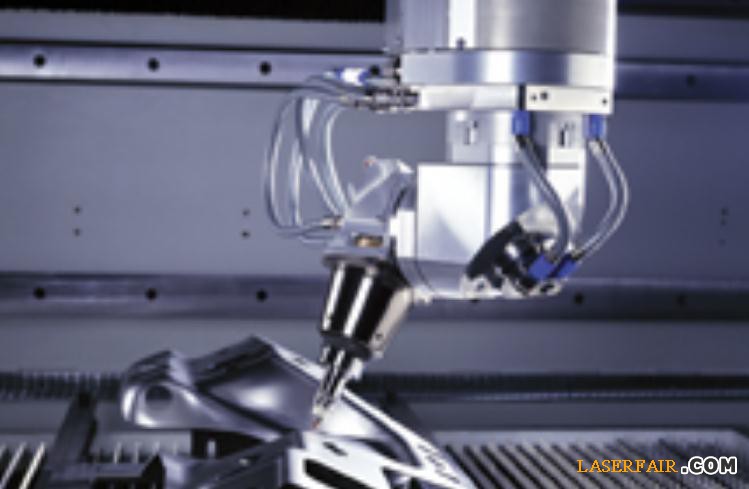
以往,激光切割给不同生产批次之间的质量控制和一致性带来了巨大的挑战。 在目前的激光切割系统中,这些激光切割在航空应用中的局限性都得到改进,这些局限性包括疲劳性能和制造过程一致性降低的问题。现在,激光系统在很大程度上减小了热影响区域(HAZ)的大小和相应的微裂痕。在激光切割过程中,技术人员已经可以对切割参数进行控制,并且利用计算机软件进行精确的重复。这些技术进步使得人们对激光切割是否适用于机身结构的生产重新思考。机身结构主要是7000系列铝材料制造而成。激光切割机器如图2所示。
激光切割
疲劳断裂通常发生在应力集中的地方,如零件的边缘,几何形状变化处,或者接合处。薄板金属制成的机身零件有很多不同的接合方式,绝大多数的疲劳裂痕发生在接合处。如果激光没有被用于切割接合处的小孔,那么激光主要就用于零件的边缘切割。对于其他的效应,可以采用最易损坏的连接位置来说明与连接处相比,激光切割带来的微裂痕并非主要的损坏部位。这样,我们就能得出结论:如果一个零件有可能在连接处断裂,那么激光切割技术不会进一步损坏零件的疲劳特性。


铆合结构
Sikorsky Aircraft公司进行了一些测试,以研究激光切割边缘与连接处小孔的疲劳特性之间的关系。在进行激光边缘测试时,技术人员使用了工厂中典型的激光切割操作来加工7075-T6复合金属板。技术人员在不同的应力级别对样品进行了测试,R值保持在+0.1。选择+0.1是由机身结构疲劳系数的临界值决定的。 铆合结构(图3)的疲劳性能是由Sikorsky公司的测试数据和发布在其他资源中的数据来确定的。如图4所示,在整个过程中,激光切口边缘比铆合结构承受更大的应力。整个测试包括了持久力以及塑性形变测试,技术人员发现激光边缘并不是整个过程的关键因素。虽然,该测试只是一个开始,但是它表明激光技术可以应用在机身金属板的切割中。
铆合结构与激光切口的测试比较
激光切割过程可以更快的加工具有一致性的零件,它比传统的加工效率更高。激光技术有望降低加工时间和生产成本。长时间以来,在7000系列铝板的加工中,激光器的优势一直由于疲劳性能的降低而未能得到发挥。最近,激光系统的革新使得人们重新对激光切割航空用铝的优势进行评估。初步测试已经表明激光技术在机身加工中的潜力。今后的机身系统以及现有的设计不应因为过去的经验而排除激光器在该机身系统中的可能应用。我们应该保持开放的态度来分析各种情况,以确定激光技术可否带来产品效益。 人们采用一些技术来减小HAZ,使得加工过程精确并可控。这些技术可以使激光加工的金属零件的疲劳退化得到降低,或者完全消除。正如同70多年前那些使得“重于空气”的垂直飞行成为可能的技术那样,激光切割技术不断向前发展。虽然铝板的激光切割起初并未用于航空行业,但在目前生产低成本、结构有效的零件中,它有望起到一定的作用。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

