




再制造产业是指在原有产业基础上,将废旧产品利用技术手段进行修复和改造的一种产业。它是以产品全寿命周期理论为指导,以实现废旧产品性能提升为目标的一种产业。
熔覆(Cladding)属于再制造领域的关键技术。熔覆技术广泛应用于冶金、石化、电力、能源、交通、军工、轻工、磨具、机械制造、煤机、农机、水泥等诸多行业。典型应用包括:
(1)涡轮动力设备修复和改造;
(2)高载荷、低转速、高精度、高合金零部件的修复和强化;
(3)汽车覆盖件大型模具激光修复;
(4)矿山机械零件的激光强化与修复;
熔覆可以改善材料表面的性质。根据不同的工业应用,熔覆可以使材料变得耐磨,耐腐蚀,耐热等。硬化(Hardening)只是改变了基体材料表面薄层性质,相对而言,熔覆产生了完全不同于基体材料的新表面层。目前有多种方法实现熔覆,每种方法各有特点。但从质量、产量、兼容性及性价比等多方面综合考虑,激光熔覆(Laser Cladding)正越来越受到市场认可。由于激光能量集中,激光熔覆仅仅融化“基体材料的表面”和“覆层材料(Clad Material)”。激光熔覆产生的覆层质量很高。覆层材料空隙少,表面均匀。激光熔覆仅在特定部位注入特定能量,实现了对工艺参数的精确控制,省略后处理过程。减少熔融体,避免材料浪费。避免了基体材料的硬化。另外,伴随激光熔覆的自然淬火过程也使得熔覆材料更加致密。

图1:德国DILAS直接输出激光系统的熔覆应用实例
覆层材料可以是线状,带状或者粉末状。由于待熔覆区域通常远大于光斑,光束总是沿着某个方向扫描工件表面。采用线状或者带状覆层材料时,光斑的短轴方向与光束扫描方向垂直。采用粉末状覆层材料时,光斑的长轴方向与光束扫描方向垂直。
激光熔覆的工艺参数主要有激光功率、光斑直径、熔覆速度等。激光熔覆各参数之间相互影响,是一个非常复杂的过程。通常来说,激光功率越高,熔覆层厚度越大,熔覆材料利用率越高。但激光功率也不能过高,因为激光功率越高,熔覆材料产生气孔的概率也越大。

图2:德国DILAS的 3kW直接输出激光系统
当熔覆层深度达到极限深度后,随着功率提高,基体表面温度升高,变形和开裂现象也会加剧。当然,激光功率也不能过低,否则仅表面涂层融化,基体未熔,此时熔覆层表面出现局部起球、空洞等,达不到熔覆目的。为了得到最佳熔覆效果,客户需要根据具体应用反复摸索相关参数。
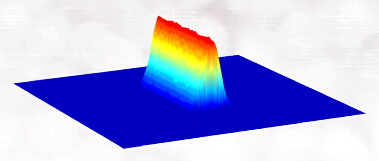
图3(a):德国DILAS的3kW直接输出激光系统——线型(Line)光斑(14mm*2.5mm)3D能量分布
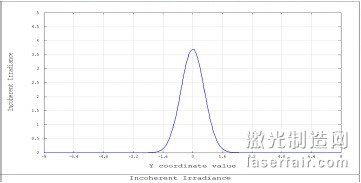
图3(b):德国DILAS的3kW直接输出激光系统——线型(Line)光斑(14mm*2.5mm)快轴(Fast Axis)能量分布
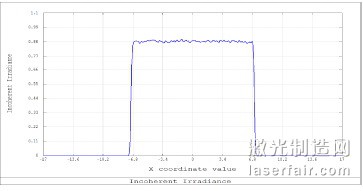
图3(c):德国DILAS的3kW直接输出激光系统——线型(Line)光斑(14mm*2.5mm)慢轴(Slow Axis)能量分布。
目前市场上激光器种类繁多,哪种激光器更适合激光熔覆呢?气体激光器由于体积大、能耗高等原因,其市场应用正在逐步缩小。光纤激光器和碟片激光器虽然光束质量优异,但是熔覆硬化之类的表面热处理应用对光束质量的要求并不高,半导体激光器的光束质量足以胜任。此外,半导体激光器直接实现电光转换,整体效率高达50%以上。而固体激光器、光纤激光器和碟片激光器都需要半导体激光器作为光泵浦源,无论光光转换效率多高,整体效率仍然逊色于半导体激光器。从体积、能耗、光束质量等各方面综合考虑,半导体激光器是激光熔覆的首选。
DILAS于1994年成立于德国美因兹,是一家专注于半导体激光领域整整20年的公司。也是全球唯一在德国、美国和中国都建有生产基地的高功率半导体激光公司。DILAS团队负责产品研发、设计和制造的各个环节,来自德国的卓越工艺与先进技术保证了其产品的可靠与稳定,即使面对恶劣复杂的应用环境仍能拥有出色的表现。
作为激光熔覆、激光硬化等应用领域的领先者,DILAS积累了丰富的行业经验,其产品结构紧凑,性能优异,是表面热处理应用的首选方案。
DILAS近几年推出的3kW直接输出激光系统深受市场好评。该款激光器体积仅220mm×237mm×410mm,客户可以灵活地将其置于各类机械臂上。由于内部配备了先进的控制系统,该款激光器可以提供多种模拟/数字接口,包括CANopen接口,BUS接口,网线接口等,为客户后期的系统集成带来极大便利。除了980nm主波长,该款激光器也提供650nm红色指示光束,易于定位加工区域。该款激光器的工作距离330mm。标准光斑形状可以是3mm*3mm,也可以是14mm*2.5mm。前者适合小区域的精加工,后者更适合大范围的扫描。该款激光器的镜头组可以在无尘室中拆卸更换。
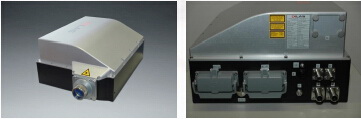
图4:德国DILAS的6kW直接输出激光系统
当客户工艺发生改变时,DILAS可以为客户定制其他光斑形状的镜头组。通过优异的光束整形技术,该款激光器光斑强度呈平顶(Top Hat)分布,其均匀度在快慢轴方向均超过85%,从而可以在加工表面实现均匀一致的熔覆效果。
熔覆硬化之类的表面热处理应用中,工件表面会产生大量的溅射物、烟尘和背反射光。得益于多年的行业经验,DILAS推出了多项措施保护直接输出激光头的安全:DILAS激光头内部集成了背反射光传感器,当背反射光功率超过设定阈值后,传感器将发送报警信号给激光控制单元,及时关闭电源。

图5:德国DILAS的6kW光纤耦合输出系统(1000μm, 0.22 NA)
DILAS的镜头组内包含了可更换的保护窗片,可以有效防止溅射物对镜头组内昂贵镜片的直接损伤。保护窗片上被溅射物污染的区域会吸收激光能量,导致局部温度快速升高,进而损坏窗片表面的防反光涂层。防反光涂层损坏后,部分激光能量将反射回激光头内部,导致激光核心元件损坏。因此定期检查清洁保护窗片,并在适当情况下更换窗片是必须的。
在应用系统中加装横向气帘装置,用压缩气体吹走热处理过程中的颗粒物,防止其落在保护窗片表面上。还可以加装排烟装置,及时吸走热处理过程中的废气和烟尘。

图6:ROFIN集团最新推出的DF 060 HP系统/ DILAS 6kW光纤耦合输出系统(1000μm,0.22 NA)
加装电子控制的保护窗片传感器,该传感器实时检测由附着在窗片表面的颗粒物引起的散射激光,同时检测保护窗片的温度。如果散射激光功率或者窗片温度超过阈值,传感器将发送报警信号给激光控制单元,及时关闭电源。DILAS将结合实际工艺参数,帮助用户设定合适的传感器阈值。
基于3kW直接输出激光系统的成功,DILAS相继推出了6kW的直接输出激光系统,并已经在国内市场取得订单。除了该系列直接输出激光系统,德国DILA的6 kW光纤耦合输出系统(1000μm, 0.22 NA),为各种激光表面热处理应用提供了更多选择。通过光纤,激光可以灵活地传输很多米。一个光源的激光束可以分束并将能量引导到多个加工头。还可以将光纤与机器人相结合实现各种柔性加工。ROFIN集团最新推出的DF 060 HP系统内部就采用了DILAS的6kW光纤耦合输出系统。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读































 关注我们
关注我们

