




摘要:文章简要说明铝合金的应用特性及焊接特性,从焊接准备,加焊缝保护气,采用双光斑激光焊,激光填丝焊或激光-MIG复合焊,工艺参数调节等方面说明铝合金激光焊的质量保障方法,工业生产中还可以借助现有的高端激光头来稳定焊接质量。
关键词:铝合金;焊接;激光焊;双光斑;复合焊
1、铝合金应用特性
铝合金因材质轻,耐腐蚀,低温性能和机械综合性能好而广泛应用于航空、航天、汽车、机械制造、船舶及化学工业等众多领域。随着近年国家对节能经济的追求,铝合金的需要又上了一个台阶。目前,汽车行业中适用铝合金主要有Al-Mg (5000 系列 )、Al-Mg-Si(6000 系列)及Al-Mg-Zn(7000系列) 三大系列,汽车外壳多用耐蚀可焊的5000 系合金,而梁柱等强度要求较高的部位则用 6000 系或 7000 系合金。研究表明,采用铝合金材料适当减轻汽车的重量可以把油耗降低37%;悬挂装置的负荷降低18%;振动强度降低5%。在各大汽车厂加大对铝合金加工研发与制造投入的同时,铝合金的焊接又成为一个不得不解决好的基础问题。
2、铝合金的焊接特性
目前,主要采用TIG焊、MIG焊等常规方法来焊接铝合金。采用常规方法焊接,热输入量大导致焊缝宽大且熔深较浅,铝合金导热快,冶金时高温溶解大量的氢来不及溢出产生氢气孔(溶入熔池中的氢析出形成的气孔,称为冶金气孔;未完全熔化的氧化膜中的水分因受热分解析出氢形成的气孔,称为氧化膜气孔);由于冶金速度快焊缝金属晶粒粗大,焊接接头软化可使强度减少达到40%;铝合金熔点低而导热快,熔融金属流动性差而使焊缝成型不美观;受热面积大,加工材料容易变形而影响加工尺寸精度。铝合金常规焊接质量难以保障,且焊接速度难以满足批量生产要求。
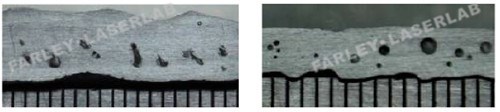
图1 铝合金焊接时氧化膜气孔(左)和冶金气孔(右)
随着激光加工应用普及化水平的提升,采用激光焊接铝合金,热输入量小且热源集中,特别是光纤激光器问世后,激光焊接铝合金的能量密度更加集中,激光波长更短,高反射得到改善。通过激光填丝,激光-MIG复合焊,双光斑激光焊等工艺,可明显改善铝合金焊接的成型效果,且焊接质量得到改善。
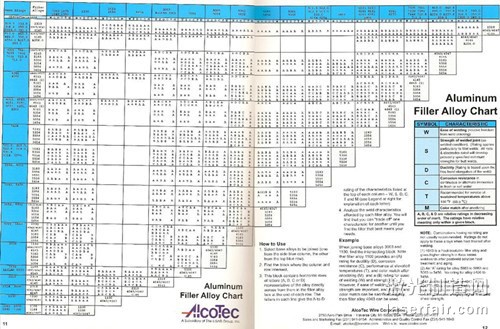
图2 铝合金焊接时对应焊材的选择参考表
无论是何种焊接方法,铝合金焊接前准备工作是必不可少的,对铝合金的焊接质量影响很大。焊接前对铝合金件表面进行无水酒精或丙酮擦试,以清除表面所吸附的水或油等杂质。为防止工件在空气中被氧化,需要对工件进行机械打磨或化学处理并烘干,以尽快完成焊接。为了加快铝合金焊接时的熔池流动性,可以在铝合金工件焊接背面加垫铜板以改善焊缝成型。焊接时,采用Ar气保护,隔绝空气,能减小气孔的产生。
3、激光焊铝合金优化质量具体措施
铝合金激光焊接开始时,存在高反射现象,严重影响材料对激光能量的吸收,而波长越短,材料对光的吸收就越好,因此,光纤激光比CO2激光对铝合金的吸收要好。光纤激光的光束模式也会比CO2激光好,能量密度更加集中。一旦材料开始吸收光能,对液态金属对光的反射率就明显下降。
采用双光斑激光焊,能够明显改善气孔率,主要是因为采用双光束进行焊接时,两束光形成一个相对较大的匙孔,提高了匙孔的稳定性,有利于气体的逸出;相比于串行双光束,采用并行双光束焊接时,熔池内部温度梯度更小,降低了液态金属凝固速度,延长气泡的逸出时间,有利于减小气孔倾向;并行双光束激光焊也能提高送丝的稳定性,对稳定焊接质量有利。
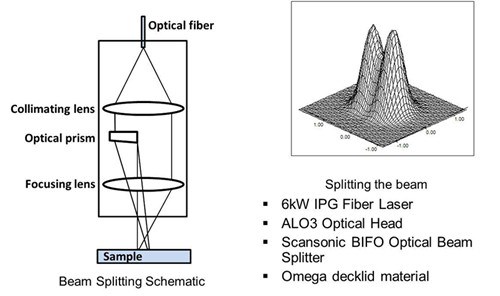
图3 双光斑激光获得的原理图(左)及能量密度分布图(右)
图4 并行双光束激光焊模型
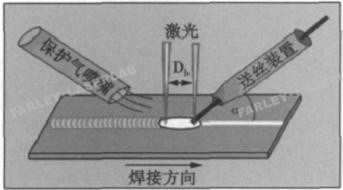
图5 串行双光束激光焊模型
采用激光填丝焊,相比铝合金激光自熔焊,能够得到更好的成型。激光填丝焊能够兼容激光焊的高能量密度和填丝焊的高桥接能力,对于有一定间隙的焊缝,能够保证良好的成型效果。而且通过不同的填充材料的选择,可以对母材进行不同的化学冶金,起到一定合金元素补充且强化的功效。
采用激光复合焊,通过激光与电弧的复合,能够有效消除激光焊形成的等离子体的影响。通过光丝间距、吹气、焊枪角度等参数的调节,能够获得美观的焊缝,而且对于厚板无需开坡口或只需开小坡口就可以形成良好的焊缝。
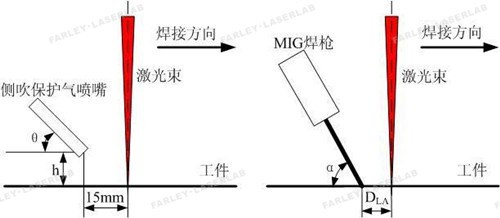
单激光焊激光-MIG复合焊
图6 单激光焊与激光-MIG复合焊模型比较
采用功能强大的激光头,能够稳定焊接质量。随着激光加工的深入开发,功能越来越强大的激光头得到快速的应用。目前由Scansonic和HighYAG所研制的激光头,能够在一定范围内上下左右浮动而不改变光斑大小,也不影响光丝配合,非常利于大批量的生产应用,能改善材料因加工而产生的少量尺寸偏差而引起的焊接缺陷。

图7 HighYAG生产的PDT-B激光头()和Scansonic生产的ALO3激光头(右)
采用合适的焊接工艺参数,能够保证焊接质量。图8为6061铝合金激光填丝焊接的激光功率和焊接速度的优化参数范围关系图。从该图中可以看到,激光功率和焊接速度的优化匹配参数曲线呈直线式上升,斜率基本保持不变。每一个给定的激光功率值,在优化参数曲线上都有一个优化的焊接速度与之对应,且焊接速度可在一定范围内变化仍能获得成形质量好的焊缝,此区域属于焊接稳定区。在某一功率值时,当焊接速度过大,热输入变小,铝合金板材不能焊透,此时焊接速度过大则向上超过稳定区范围,属于未熔透区;当焊接速度过小,热输入过大,熔池下塌严重,此时属于熔池坍塌区。要获得稳定的焊缝成型,需要匹配合适的焊接工艺参数。
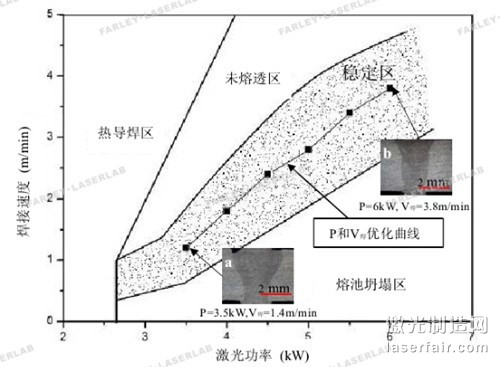
图8 6061铝合金的激光功率和焊接速度的优化参数关系图
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

