



随着计算机控制技术的发展,激光切割技术在钣金类工件加工中的应用越来越广泛。激光切割是钣金加工的一次工艺革命,是钣金加工中的“加工中心”。本文针对异型工件在激光切割中产生的缺陷提出了解决方法并推广应用。
一、激光切割的特点
激光切割是用聚焦镜将CO2激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹做相对运动,从而形成一定形状的切缝。激光切割技术近年来发展比较迅速,由于其具有切割尺寸精度高、切口无毛刺、切缝不变形、切割速度快且不受加工形状限制等特点,目前已越来越多地应用于机械加工领域。
激光切割机具有以下优点。
◎精度高:定位精度0.05mm,重复定位精度0.02mm。
◎切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。切口宽度一般为0.10~0.20mm。
◎切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ra12.5以内。
◎速度快:切割速度可达10m/min,最大定位速度可达70m/min,比线切割的速度快很多。
◎切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。
◎不损伤工件:激光切割头不会与材料表面相接触,保证不划伤工件。
◎不受被切材料的硬度影响:激光可以对钢板、不锈钢、铝合金板、硬质合金等进行加工,不管什么样的硬度,都可以进行无变形切割。
◎不受工件外形的影响:激光加工柔性好,可以加工任意图形,可以切割管材及其他异型材。
◎可以对非金属进行切割加工:如塑料、木材、PVC、皮革、纺织品和有机玻璃等。
◎节约模具投资:激光加工不需模具,没有模具消耗,无须修理模具,节约更换模具时间,从而节省了加工费用,降低了生产成本,尤其适合大件产品的加工。
◎节省材料:采用电脑编程,可以把不同外形的产品进行整张板材料套裁,最大限度地提高材料的利用率。
◎缩短了新产品制造周期:新产品试制,数量小,结构不确定、随时会改动,根本不能出模具,激光切割机大大缩短了新产品制造周期,减少了模具投入。
二、异型工件的切割缺陷
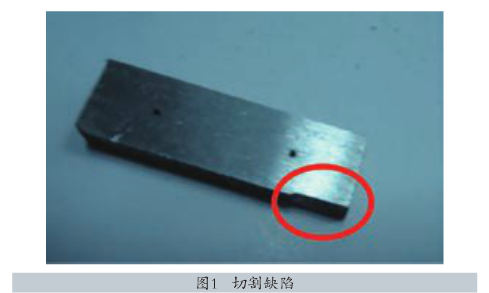
随着数控激光切割技术的普及和应用,发现一些异型零件的切割缺陷(图1):外形尺寸小,板材厚度≥3mm的工件容易在尖角处出现烧融和灼烧缺陷,工件外观和轮廓尺寸很难保证,对有些≤1.5mm的细长条工件,随着长度和宽度的比值增加会使工件出现两头粗中间细的缺陷,工件尺寸很难满足图样要求,造成无为浪费。
三、解决切割缺陷的方法
针对异型工件的几何轮廓、参数及材质的不同,合理选用激光切割的工艺参数及加工顺序(工艺路线),采取适当的加工方法来消除加工缺陷,从而保证零件的加工质量。
1.过渡引线法
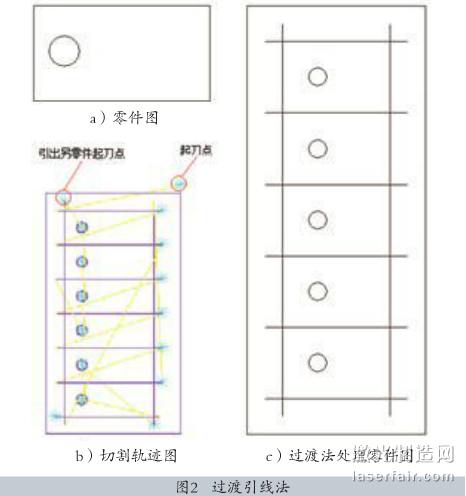
如图2a所示零件,由于零件的尺寸小,切割速度快,起点温度还没来得及冷却,就要重复切割收弧,工件切割起点和结束处烧伤严重,轮廓不规整很难满足尺寸和切割面粗糙度要求,经试验采用如图2c所示――把单个工件合并,一次切割多个工件用过渡法处理图样:把起点和结束点都引到工件以外切割废料区,避开起始点和结束点重合,彻底杜绝切割后工件烧融等缺陷。生成切割程序如图2b所示。
2.间隔点法
2.间隔点法
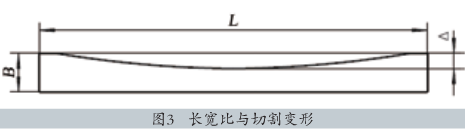
对于长宽比(L/B)较大的板类工件,随着比值和工件厚度的不同,零件会出现变形,如图3所示的切割缺陷,这对这种缺陷,应根据板材的材质不同,所采取的切割方法也不同。
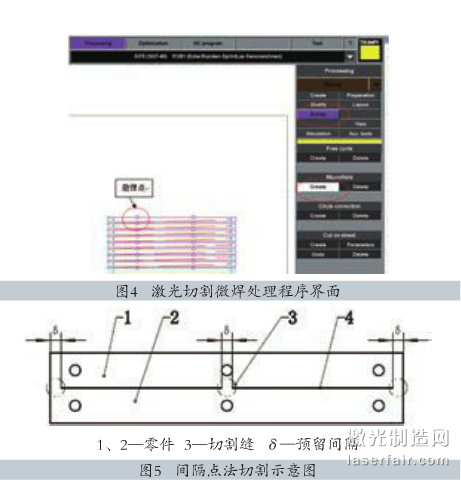
对于碳钢板类工件,后期还需要进行化学处理或者涂漆的,切割面粗糙度要求不高的,可以应用数控激光切割机自带的微焊(或微连接)方法来处理。我公司使用的德国Trumpf公司的数控激光切割机,其微焊(micrweld)处理程序界面如图4所示,依次点击 “Create”→“Extras”按钮即可创建微焊点。
对于不锈钢类工件,由于外观要求严格,微焊易引起焊接融痕且不易消除,影响零件的外观质量,现采用如图5所示的间隔点法切割。进入用户界面(图6),依次点击“Create”→“Start”按钮即可创建间隔点。
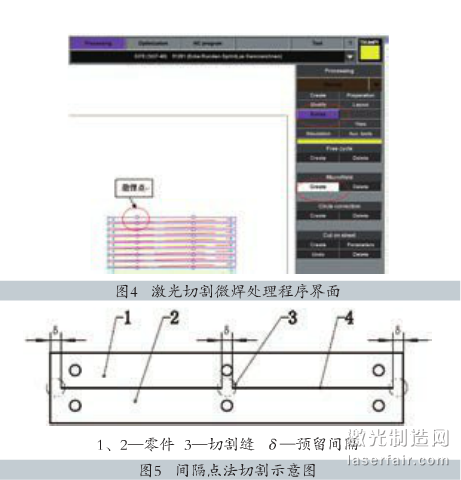
针对不同厚度T值,间距δ值也要做相应的选择,以便切割后两个工件好分割且切割面不受影响。经过多次试验,当T≤1.5mm时,δ=1mm;当2mm≤T≤4mm时,δ=0.5mm。对于间隔点切割法可以推广应用到对称零件的切割,如图7所示。
对称切割法可以减短切割轨迹,降低切割时间,避免短时间内重复切割给工件造成的变形和烧融缺陷,起到节能降耗,提高切割质量和切割效率的双重功效,同时对于一些后期需要折弯的工件可以对称排列,折弯时对称折弯,不但尺寸精度能够有效保证,同时也降低了由于变形和二次定位带来的折弯累积误差。
四、结语
在实际的激光切割加工中, 掌握和了解影响切割质量的几个因素,按照碳钢板“薄板高压高速,厚板低压低速”、不锈钢铝材“薄板低压高速,厚板高压低速”的原则,有效地调整工艺参数,就能加工出高质量、高精度的钢结构件,充分发挥激光切割高效、高精度的优势。由于在数控激光切割中影响切割面质量的因素很多,仅通过固定的切割规范难以获得均匀稳定的切割质量。因此,合理确定工艺参数及优化切割工件工艺性是保证激光切割质量的关键。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

