




日前,欧特克(Autodesk)的工程师们发现了一种可以大大加快某些3D对象在他们的Ember 3D打印机上的打印速度的方法。他们认为,这种调整方法在其它的光固化3D打印机上也能使用。

目前,几乎所有的基于光固化或者DLP技术的3D打印机都面临着一个如何加快打印速度的问题。总的来看,这种3D打印机的打印速度主要受到两个方面的限制:
当前的UV光主要是从底部对透明树脂罐里的树脂进行照射,逐层固化树脂,但是不幸的是,固化的树脂也往往会沾到罐子上,需要一种方法分离,这往往需要大量的时间
在3D打印过程中,打印对象会向上移动从而留出空间进行下一层的固化,这就需要由粘性的液态树脂去填补留出的这一空间。然而,根据对象的几何形状不同,有的时候吸力会明显减慢这种运动。
目前,已经有几家公司通过各种方式克服了第一个问题。比如Carbon公司的CLIP技术,就是在树脂罐的底部引入一个非常小的富氧层来抑制固化,从而避免了粘连。还有的是将一层不粘材料涂在容器表面。还有一种方法是使用低功耗的激光来固化树脂,使其不能够形成足够的粘力等。
但是,具有讽刺意味的是,当上述方法克服了第一个问题(粘罐)之后,第二个问题(吸力)又凸显出来的,由于打印速度加快,出现了树脂的流动跟不上了固化的速度,这中间最大的原因就是打印平台向上移动加快,吸力也变得更大了。
然而,欧特克的工程师们想办法解决了这个问题,并将其用在了他们的Ember 3D打印机上。这种方法不涉及改变硬件,但是需要对材料、3D模型和软件都进行相应的调整。
那么,他们是怎么做的呢?
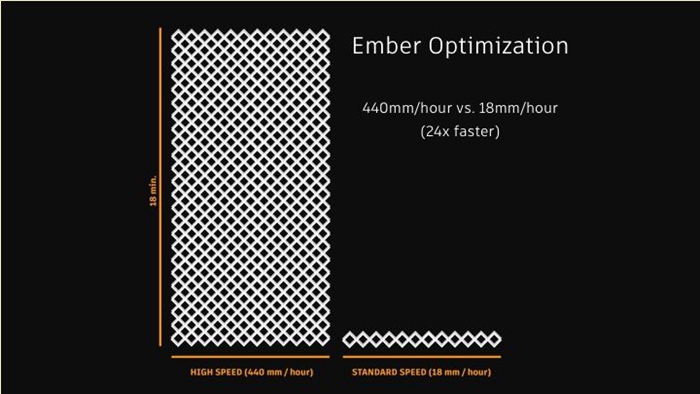
通过将实心对象转化为区域网格,大大减少每一层的实际面积;
使用了新的树脂配方,该树脂粘性更低,流动更为迅速,可以整体上减少吸力的影响
打印对象的前几层以通常的方式打印,因为又大又平的打印平台在接近罐底的时候,吸力的问题是不可避免的,这跟打印对象没有太大关系
当打印平台从罐底离开后,避免使用消耗时间的树脂罐旋转过程打印其余部分
据欧特克的工程师称,这样的办法能够将打印速度提升至惊人的每小时440毫米。确实如此!下面的视频展示了它是如何工作的:
这中间有一些具体的步骤来做到这一点,该公司的工程师们制作了一个教程http://www.instructables.com/id/How-to-Configure-Ember-for-High-Speed-3D-Printing。
但请注意:这种方法仅对于那些可以转化称为可消除吸力的网格形状截面的对象有效。欧特克还提供了一个这样的例子,但是对于另外一些打印对象,尤其是那些需要强度的对象,这种方法可能不是一个好的选择。
另外一件有趣的事情是:这种方法理论上可以用于几乎任何其它光固化3D打印机。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

