






传统晶硅太阳电池主要是由硅组成,电池主要部分易碎、易产生隐形裂纹,大多有一层钢化玻璃作为防护,容易造成重量大、携带不便、抗震能力差等劣势。另外,由于在硅料提纯、制作过程中的能源消耗,造成其发电成本远高于其他能源形式。相较之下,非晶硅薄膜电池,具有性能稳定、抗辐射能力强等优势,且光电转换效率高,已接近于晶体硅太阳能电池的转换效率,但是成本只有其1/3,具有广阔的市场前景。
传统晶硅太阳电池主要是由硅组成,电池主要部分易碎、易产生隐形裂纹,大多有一层钢化玻璃作为防护,容易造成重量大、携带不便、抗震能力差等劣势。另外,由于在硅料提纯、制作过程中的能源消耗,造成其发电成本远高于其他能源形式。相较之下,非晶硅薄膜电池,具有性能稳定、抗辐射能力强等优势,且光电转换效率高,已接近于晶体硅太阳能电池的转换效率,但是成本只有其1/3,具有广阔的市场前景。
在所有太阳能薄膜电池材料中,CIGS(铜铟镓硒)电池对可见光的吸收系数最高,而且原材料的消耗却远低于传统晶体硅太阳电池。与高效率高成本的晶体硅太阳电池和低效率低成本的非晶硅太阳电池相比,CIGS太阳电池具有高效率、低成本、长寿命的多重优势,是最具希望降低光伏发电成本的高效薄膜太阳电池,并且它可以充分利用我国丰富的铟资源,是真正符合国家法规鼓励条款的适合中国国情的可再生能源技术,具有广阔的发展前景。
根据基板材料的不同,太阳能薄膜电池可分为硬衬底和柔性衬底两大类。柔性太阳能薄膜电池是指在柔性材料(如不锈钢、聚酰亚胺等)上制作的薄膜太阳能电池,与硬衬底(如玻璃)薄膜太阳能电池相比,柔性薄膜太阳能电池具有可弯曲、不易碎、质量轻等优点,应用广泛。本文着重介绍以聚酰亚胺(PI)为衬底的柔性太阳能薄膜电池在制造过程中所应用的包括激光在内的技术。
柔性太阳能薄膜电池制程概述
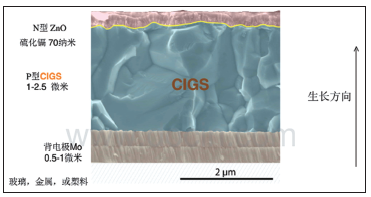
CIGS太阳能薄膜电池制作时因衬底需要覆有Mo层,一般采用直流磁控溅射法沉积Mo钼作为支持层。而CIGS薄膜的生长则采用“三步共蒸发”工艺,再采用水浴法沉积CdS薄膜,接着溅射双层的ZnO薄膜,再用电子束蒸发制备Ni/Al电极,最后上面再覆盖一层增透膜MgF2。简要结构如图1所示:
图1:CIGS结构见图。
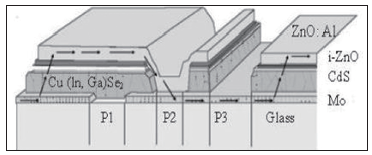
在每层薄膜被沉积后,均需利用激光对膜层进行刻蚀,使各个电池之间串联起来,即我们常说的P1/P2/P3制程,这样,就能够根据电池宽度设定电池和模块的电流。同时,利用激光或其他方式对指定位置进行割边绝缘操作,要求切割的边缘光滑且具有一定的宽度,保证电池间的绝缘性。制程示意图如图2所示。
图2:P1、P2、P3切割效果及电流走向示意。
各制程简要说明如下:
P1:在基板上制备好背电极Mo(一般采用磁控溅射的方法)之后,对其进行划线,即将基板上面的Mo电极进行分割,要求刻蚀掉Mo层,但不损坏衬底PI,使其后续作为子电池,便于串联。
P2:制备好吸收层CIGS及缓冲层CdS后,对该部分薄膜进行划线,要求将非晶硅膜层(即CIGS吸收层)完全刻蚀掉,但不损坏背电极Mo和衬底,便于实现后续的串联。
P3 :制备前电极、窗口层,并对该层薄膜进行划线,要求将前电极层和吸收层全部去除,但不损坏背电极Mo和衬底,以实现电池的分离。
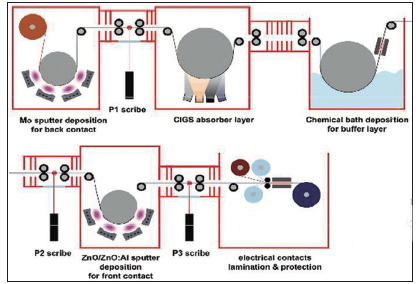
采用PI柔性衬底,可利用卷绕技术(Roll-to-Roll生产工艺),将材料折叠成卷,可大规模制造质量轻、可弯曲的电池,相对于传统的刚性衬底(玻璃等)薄膜电池,可大大提高生产效率,流水线生产过程如图3所示:
图3:卷绕技术流水线简介。
多通道皮秒激光器:柔性太阳能薄膜电池的加工利器
皮秒激光的脉宽很短,只有几个皮秒,具有很高的峰值功率。它与材料相互作用时, 刻蚀部分热影响很小,产生“冷”加工的效果,避免不必要的热效应,无热影响区,且边缘光滑,因此可利用皮秒激光进行高精密加工。皮秒激光器波长涵盖红外到紫外,可处理的材料范围极广,适用于很多场合的加工应用。
在薄膜太阳能电池的加工过程中,最早采用的是机械划刻的方式,操作复杂、边缘粗糙,且死区(Dead Area)宽度过大,约为300μm,若采用皮秒激光进行刻蚀,死区宽度仅为140μm,且各边缘光滑、边界明显、操作简单。目前太阳能薄膜电池加工过程中激光刻蚀采用的多为纳秒脉冲激光器,与皮秒激光器相比,这些纳秒激光器的脉宽要宽约1000倍,加工时热效应明显,存在边缘粗糙、表面碎屑、加工速度慢等缺点。
皮秒激光器以其优异的加工能力,使其在太阳能薄膜电池加工领域中获得了极高的市场前景。但是,单台皮秒激光器成本高昂,而在薄膜太阳能电池生产过程中,不同的制程需要不同的光源参数,则需要配套多台皮秒激光器才可完成整个生产过程,使得生产设备成本过高,一般厂家难以接受。
图4:多通道皮秒固体激光器。
针对这一现状要求,莱泽光电在全国首推四通道皮秒固体激光器(如图4所示),波长分别为1064nm、532nm(1路1064nm,3路532nm),脉冲宽度<15ps,功率稳定性<1%,脉冲稳定性<3%。四路激光的参数可单独控制,完美解决了生产成本过高这一问题。利用相关光学器件,将不同光束引导到不同的位置,在CIGS进行卷绕加工时,可同时进行激光在线工作。
实际案例
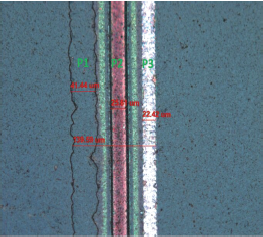
实验数据:P1制程时,激光能量50μJ,重复频率50kHz,波长532nm,振镜扫描速度20mm/s , 聚焦镜焦距250mm;P2制程时,激光能量5μJ,重复频率500 kHz , 波长532 nm, 振镜扫描速度250mm/s , 聚焦镜焦距250mm;P3制程时,激光能量1μJ,重复频率50kHz,波长532nm,扫描速度500mm/s,聚焦镜焦距250mm。最终加工效果,如图4.1所示。
图4.1:实际加工效果。
割边工艺采用1064nm皮秒激光,工作频率50kHz,脉冲能量大于30μJ,扫描速度20mm/s,获得完全绝缘的边缘隔离。
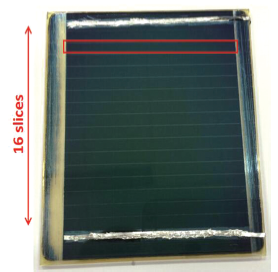
利用相关光学器件,将光束分光,则可进行批量加工,如图4.2所示,可同时进行16片太阳能薄膜电池的批量加工。
图4.2:模块化生产。
鉴于此,在PI衬底的太阳能薄膜电池加工过程中,使用这类四通道皮秒固体激光器,激光参数优异、性能稳定,四路激光可同时独立控制,一台激光器代替了传统的多台激光器,不仅加工效果优异,而且显著优化了生产成本,配合柔性薄膜电池的卷绕加工技术进行在线加工,可大大提高产品的质量及生产效率。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

