




工业4.0已成为各个工业领域关注的问题,目前人们正努力通过各种途径来实现这一愿景。“工业4.0”一词泛指旨为实现生产流程自动化和网络化以及制造环境数字化的所有努力。相对于以前更加侧重于生产的优化途径,现在的工业4.0途径考虑的是以人为中心的整个产品生命周期,以及收集和系统化利用与产品关系较远的各种数据,例如关于产品开发、制造或使用的数据。与其他领域一样,塑料加工业正在以多种方式展示工业4.0带来的各种可能性。其目标是在产品生命周期内使数字化和网络化数据产生协同效应,最终目标是使企业提高成本效益。

ComoNeo:实现注塑成型效率最大化的流程监测系统
在注塑成型生产环节,模内传感器可以监测生产流程,从而提高生产透明度和效率。模腔压力监测因与零件质量之间存在高度的关联性,已被证明对于零件生产非常有效。基于模腔压力监测的次品自动监测和分离一直是许多精密领域的行业标准,这项技术已帮助企业大幅节约了成本。而对在虚拟生产环境中获取的数据进行校准则提供了进一步的可能性:不仅单个注塑成型周期,整个工艺流程都可监测、优化。
基于模具传感技术的流程监控
基于模腔压力和温度来监测注塑成型过程是一种经过测试和检验的方法,能够在保证质量的同时降低加工成本。流程偏差直接反映在模腔压力曲线的曲线图中。材料和其他干扰变量的偏差可直接反映在曲线图形状的变化上。因此,可利用信号评估生产零件的优劣。如果是次品,零件将被自动分离出来。所有评估结果将被保存,以便将来评估之用。曲线图则可以在中央数据库中统一保存和管理。
数字化模具传感器
目前,模腔压力只能通过压电传感器测量,因为压电传感器极具动态性,并且结合了超负荷能力和持续耐用的特点。由于压电效应,测量元件将产生与压力或压强成正比的电荷。然后,电荷必须(通过非常高度绝缘的电缆和插入式连接器)传输到电荷放大器,将电荷信号转换为电压信号。通常,电荷放大器或系统监视仪被永久性安装在机器上,并向机器控制平台提供数字或模拟信号,可能是可视化曲线图、机器人或废品门的控制信号,亦或是生成诸如开关信号或控制建议信号等直接建议信号。
基于网络化的流程分析
流程数据处理的关键因素包括网络化和中央数据库保存。奇石乐的注塑成型解决方案ComoDataCenter(CDC)系统会保存整个流程和生产数据,并按指令排列,尤其是与流程相关的数据,包括完整的曲线图表。这意味着用户可以通过设置简单的过滤功能来搜索特定的数据集,然后再对其进行详细的分析。评估功能仅用于流程数据,以及在少数情况下用于生产数据。测量曲线、好/坏结果和其他生产数据等实际数据由各种总线兼容的设备通过以太网连接提供。由此实现了公司内部网络化,甚至可通过安全的互联网实现全球范围内的网络化。例如,在2016年K展上,分布在整个展会现场的共12台机器进行了联网,现场展示了虚拟的网络化生产环境。由于可视化也基于网络技术,所以用户不再被限定于具体位置或设备;他们可以在任何地方访问单个注塑成型流程,以查看流程数据的详细信息。
流程分析示例
以下示例说明了如何使用中央数据库中保存的流程数据进行更广泛的分析。这些分析超越了对单个注塑成型周期和不良品处理的评估,更便于对整个注塑成型流程进行评估。目前,用户是基于个人的经验和知识进行评估。但现在已采用智能算法来识别错误并向用户提供纠正建议。
采用ComoDataCenter管理和分析注塑成型流程数据,可实现所有ComoNeo和CoMo注塑成型系统之间的联网
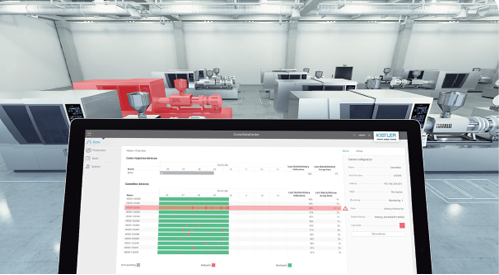
在带有包塑的芯片卡生产过程中,监测最大压力值尤其重要,因为插入的芯片会由于过大的压力等原因遭到损坏。该图右侧显示的是在远离和靠近模具门的2.5mm压力传感器的模腔压力曲线和监测窗口。趋势分析会显示曲线进入监测窗口时的值。很显然,注塑成型流程非常恒定和稳健。监测压力值的波动范围仅为几Bar。这使得过程能力指数(cpk)值大于5,证明生产非常稳定。
在8腔连接器模具生产过程中,监测到的最大模腔压力被视作零件填充不完整(又称“欠注”)的指标。在这一生产过程中,可以看出大部分情况下模腔压力符合监测限值,仅有少数几处例外,却发生了多个故障。模具配备有一个热流道,每个模腔都有一个远离浇口的1mm压力传感器用于监测。(为明确起见,该图仅显示了一个模腔。)注塑开始后的正弦振荡表明热流道控制器调整不到位,因此应通过优化控制参数来避免该等情况。最大压力峰值的每个上下波动显示导致残品的随机故障。低于最低限值的值表示欠注;超出值则表示过度填充。在这种情况下,如果用流道末端相同位置的温度传感器监测,则不能发现错误并将零件分离出来。
工业4.0:为未来预防错误提供支持
总而言之,我们可以说,模腔压力技术为注塑成型提供了双重优势:有助于可靠地监测每一个独立周期以及流程的长期开发。该技术已经使处理器能够独立于机器进行流程监测并避免出现残品。未来开发也以帮助用户预防错误并识别典型故障为目标。但就目前而言,只对特定的部分元素实施全自动流程控制可能更有意义。但ComoNeo提供的“助手”系统为用户指出了正确方向,并帮助用户启动纠错功能或设置具有同等复杂程度的系统。奇石乐将继续投入大量资源用于该领域的开发。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

