






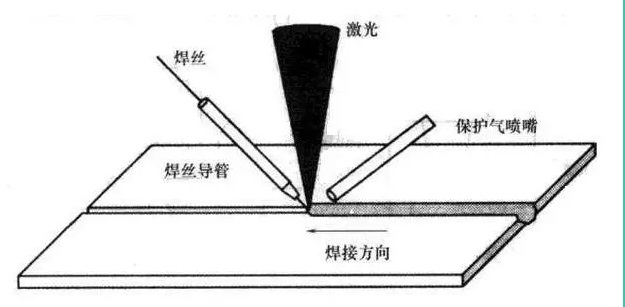
激光送丝焊示意图
激光送丝焊接分为激光钎焊和激光填丝焊。
激光钎焊:是指采用比母材熔点低或与母材熔点相近的金属材料作为钎料,利用激光热源将焊件和钎料加热到高于钎料熔点,低于母材的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接的一种焊接方法。激光填丝焊:是指采用焊丝作为填充金属,利用激光热源将焊件和填充金属加热到熔融状态,从而形成焊接接头的一种焊接方法。
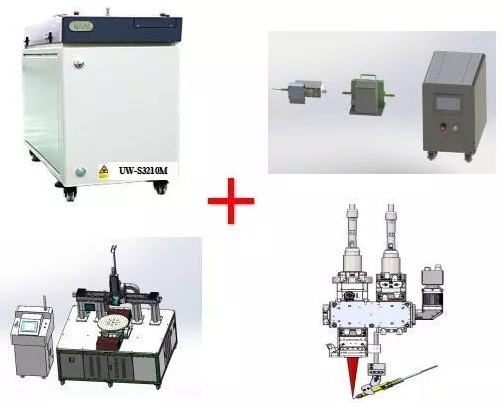
激光送丝焊接系统主要有单波长送丝焊接系统、双波长复合送丝焊接系统和摆动送丝焊接系统。
单波长送丝焊接系统

单波长送丝焊接系统
优势:
1、能量集中,热变形小,深宽比大。
2、有效防止焊接裂纹。
3、焊接效率高。
4、对工件工装配合要求低。
高速列车座椅单波长钎焊


汽车零部件单波长纤焊

国外某厂商黄铜水管单波长钎焊

某汽车厂商用铝板单波长钎焊
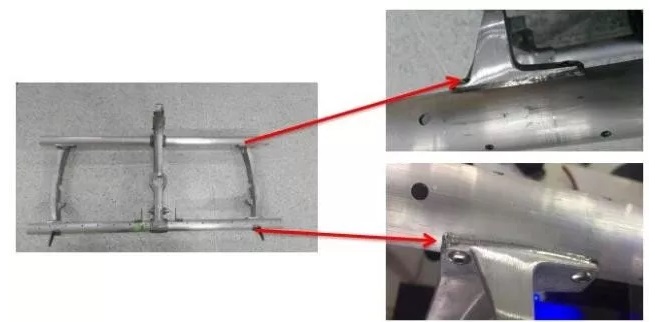
随着社会的发展,传统能源的枯竭,以及人们对于环境的要求越来越高。车体减重以降低能源消耗以及使用新能源成为发展必然,要求更多的低密度材料:比如铝合金、镁合金、钛合金被应用到车体结构中,从而达到减轻车体重量的目的。
以上车体零部件样品涉及到碳钢、铸钢、冷轧板、变形铝合金、铸造铝合金以及铜合金,根据需求不同,需填充铜合金焊丝,碳钢类焊丝以及铝合金焊丝。
双波长送丝焊接系统
双波长送丝焊接系统
优势:
1 能量集中,热变形小,深宽比大。
2 有效防止焊接裂纹。
3 焊缝气孔少,强度高。
4 焊缝外观光滑平整。
5 焊接效率高。
6 对工件工装配合要求低。
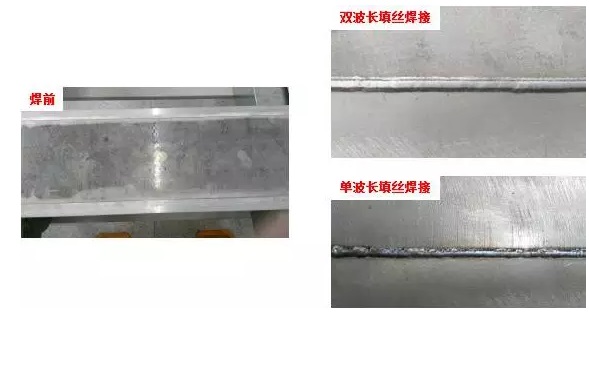
高速列车用铝材填丝焊
以上产品为高速列车用铝材外观图,由图可知,双波长填丝焊接质量较高,焊缝光滑平整。
摆动送丝焊接系统
优势:
1 能量集中,热变形小,深宽比大。
2 有效防止焊接裂纹。
3 焊缝质量高,焊缝跟踪、焦距自动补偿。
4 激光束易于导向、聚焦,实现个方向变换。
5 生产效率和自动化程度高。
6 对工件工装配合要求低。

汽车后盖样品摆动钎焊


高温合金样品摆动钎焊 不锈钢样品摆动钎焊
零件的波动和夹具的误差,往往会使激光钎焊的难度增加许多,随之而来的就是各种焊接缺陷,导致激光焊接调试工艺异常困难。但是此套系统集合了众多优势:焊缝跟踪和焦距自动补偿功能、激光束易于导向,聚焦,可实现任何复杂形状的焊接、自动化程度高,焊接速度快,生产效率高,加工质量稳定可靠。所以此套系统在白车身激光焊接上有很大优势。
以上样品涉及到汽车后盖用冷轧板、高温合金和不锈钢,根据相应需求,需填充铜合金焊丝和不锈钢焊丝。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

