






传统的石油筛管得加工方法有以下几种:
方法一:激光切割法:其加工方法就是用利用极高能量密度的激光束扫描石油筛管表面,基于激光切割的基本原理切出合格的切缝。该方法的优点是切缝的缝宽规则,缝中无挂渣,切缝质量好,并且还可以切割出梯形缝、折线缝、超宽缝等复杂的缝形。此外,激光切割还具有噪声低、效率高和成本低等优点。
方法二:电化学及机械加工复合加工法:其加工过程大致如下:利用电化学腐蚀原理,在管的内壁腐蚀出与割缝尺寸相同的盲槽,然后,用超声测厚仪在管外壁不接触地测出槽的中心线,最后,用铣刀激昂盲槽铣穿,形成割缝。该方法效率低,后续清洗任务繁重,基本上不适合大批量生产。
方法三:陶瓷刀片切割法:其加工方法就是用陶瓷刀片把割缝“铣削”出来。该方法的关键就是陶瓷刀片的制作工艺。虽然该方法目前有一定的使用范围,但是它存在以下几个缺点:效率低,成本高,刀片进给速度慢且易损坏需频繁更换,割缝形状单一,不能切割梯形缝、曲线缝和折线缝。
方法四:金属块镶嵌法:其制造工艺就是在管上割缝处用机械加工出比预定要求宽得多的开口,然后再开口中嵌入稍窄的金属块并焊牢形成割缝。该方法工序多,效率低,成本高,有时还会影响筛管的强度。
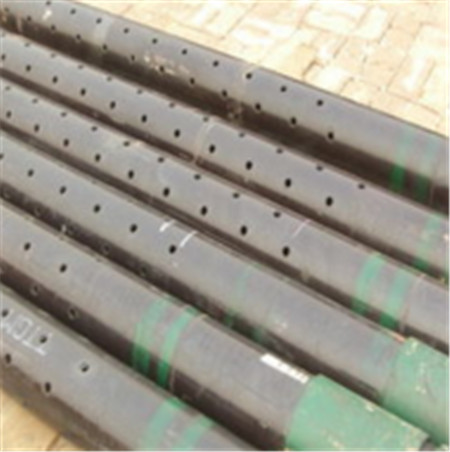
割缝筛管激光加工原理:筛管割缝的加工就是在高强度的合金钢管上切割出按一定规律分布的数千条缝隙。常用缝隙规格为:缝口宽度0.15~3mm:缝隙长度50~300mm:缝形截面主要为矩形和梯形。切割时利用经聚焦的高密度激光束照射筛管需要加工部位,同时辅助同轴吹氧,激光束的能量被材料吸收,引起照射处材料表面温度急剧上升,使管体材料熔融或汽化,并形成孔洞。当光束与工件沿一定轨迹作相对运动时,就可在管体上加工出一定形状的切缝。
激光加工与传统机械加下方法相比具有很多优点:①激光切割的切缝窄,最小缝口宽度可以达到0.1mm;②激光切割是一种高能量、高密度、可控性好的无接触加工,无刀具磨损和噪声;③切割效率高,通常加工1条缝仅需十几秒,是机械加工效率的几十倍;④工件变形小,加工精度高,缝隙两端无残余圆弧,缝形规整:⑤加工范围广,不但可以加工直线矩形缝,而且可以加工不同规格的梯形缝,曲线缝等。
筛管割缝激光加工装备:复合筛管割缝是用数控激光加工机床来进行加工的。筛管割缝激光加工机床与常规板材激光切割机床相比的最大不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形。
常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床。
石油专用管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。
石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对套管本身的质量提出了较高的要求。一旦套管本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。
按钢材本身的强度套管可分为不同钢级,即J55、K55、N80、L80、C90、T95、P110、Q125、V等。井况、井深不同,采用的钢级也不同。在腐蚀环境下还要求套管本身具有抗腐蚀性能。在地质条件复杂的地方还要求套管具有抗挤毁性能。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

