






晶硅(c-Si)太阳能电池在与各种太阳能电池技术竞争中一直处于领先地位。其原因包括稳定的硅供应、发达的制造工艺以及可以实现的越来越高的转换效率。在本文中,我们报告了一种较简单的基于激光器的射极钝化背电池或接触(PERC)技术的制造工艺,该技术已被证明具有比传统电池高一个百分点或更高的绝对电池效率。
在传统的太阳能电池中,存在一个铝金属化层,实现覆盖整个电池背部区域的接触。PERC技术涉及在电池后侧形成一个带开口的介电钝化层,以允许与金属化层的电接触。由于下列原因,PERC电池比传统电池的效率更高。
1. 钝化层显著减少了电池背面的电子复合,否则电子将受到铝金属化层的强烈吸引。因此,更多电子到达前表面发射器,且电流密度增加。
2. 钝化层增强了电池捕获光的能力,特别是较长波长的光,它会在电池内将到达后部的任何光反射回去,形成第二条通道,而不会被吸收并产生电子。这样,电池的吸收长度有效地加倍,电流密度进一步提高。
3. 钝化层通过将没有被硅吸收的红外光(> 1,180纳米)反射出电池,减少背面金属化层的热量,否则这些光将被铝吸收。在较低温度下运行时,电池效率更高。
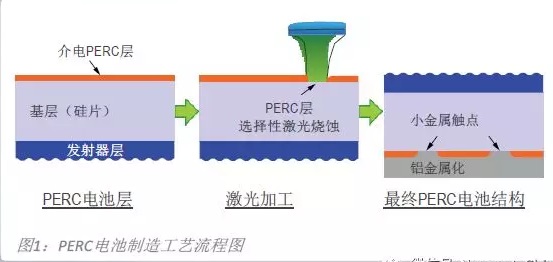
图1显示了制造PERC太阳能电池的关键步骤。首先,电池背面涂覆特殊的介电层,通常为SiO2、Al2O3、SiNx或其组合。涂覆的介电涂层是连续的,因此需要在用于欧姆接触的后续工艺步骤中形成开口。最佳方式是使用激光器烧蚀介电膜,并以预期图案(通常为窄线条)露出下面的硅。然后在介电层上涂覆铝金属化层。将铝浆丝网印刷到该表面上,随后的热退火工艺使铝与激光暴露的硅合金化,以形成良好的欧姆接触。
虽然PERC划线的几何形状有所不同,但一块6英寸电池通常会有75至300条激光划线,长度约为155毫米,宽度为30-80微米,均匀间隔0.5-2毫米。对于1毫米线间隔的情况,单个硅片上PERC划线的总长约为25米。工业要求的目标加工速率可高达3,600 WPH(每小时硅片数),相当于所要求的划线速度25米/秒。快速2轴振镜扫描仪以及旋转多边形扫描仪可以达到这样的速度。
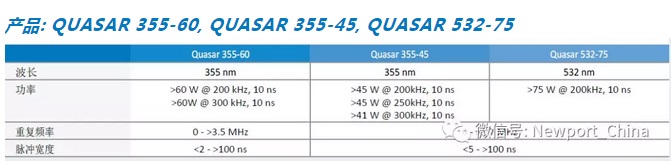
工业PERC加工还需要能够跟上如此高扫描速度的激光器。为此,我们测试了采用TimeShift™可编程脉冲技术的Spectra-Physics的Quasar® 532-75高功率混合光纤激光器。该激光器具有高功率和高脉冲重复频率(PRF)以及短于5纳秒的脉冲宽度。对于薄膜移除,与较长的脉冲宽度相比,较短脉冲持续时间具有更高的能量效率。Quasar可在最高工作频率下产生最短脉冲持续时间,非常适合PERC加工。短脉冲加工的其他好处包括缩短加热以及降低对下面硅晶格造成热损伤的风险。
当用脉冲激光源对材料划线时,一个重要的工艺参数是点重叠率Op。该参数通常以百分比表示,指后续脉冲像先前脉冲那样照射相同材料的相对量。对于烧蚀直径Dabl、扫描速度Vs和激光脉冲重复频率PRF,重叠率Op计算为:
为了在介质开口处形成足够均匀的边缘,通常选择约25%的重叠值。利用这个值以及已知的Vs(25米/秒)和Dabl(名义值为45微米),上述方程式可以重新排列,以计算PERC加工的最低PRF要求,其结果为约850 kHz。
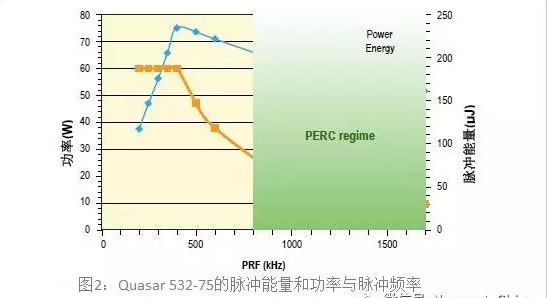
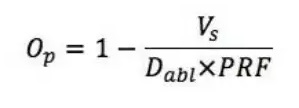
在如此高的PRF下,很少激光器能够产生高能量脉冲,但Quasar肯定是其中之一。Quasar在高脉冲频率下提供的高能量如图2所示。图3显示了Quasar在重叠条件略高情况下生成的PERC划线,划线速度25米/秒,PRF 1 MHz。
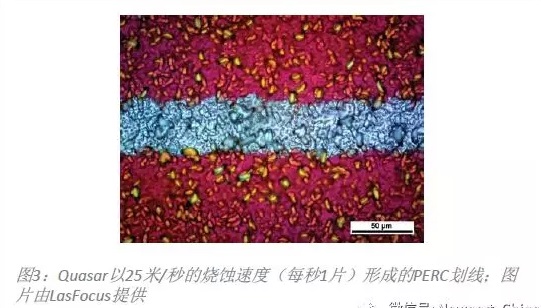
图3显示薄膜移除干净,没有对硅造成明显损伤,如划线区域保持的精细纹理所示。
在随后的测试中,我们发现Quasar激光器在最大1.7 MHz PRF下可提供足够的脉冲能量,这大约是最低要求(850 kHz)的2倍。因此,单个Quasar激光束可在约50米/秒的划线速度下达到每个硅片通量0.5秒。
通过分束还可以进一步提高通量。当Quasar以850 kHz PRF操作时,相当于每秒1个硅片(WPS)的通量,实际可用能量约为需求量的3倍。因此,3光束分割可以有效地将通量增加到3 WPS。无论最终系统配置如何,Quasar激光器平台及其独特的TimeShift脉冲裁剪技术都能提供满足工业PERC太阳能电池制造需求的功率、速度和灵活性。
产品: QUASAR 355-60, QUASAR 355-45, QUASAR 532-75
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

