





对接焊、搭接焊、填丝焊——焊接术语的范围和这个技术本身一样广泛多变。激光焊接和激光钎焊是热接缝方法中的两种标准化的接缝工艺。
激光器的优势
与传统的电弧焊接工艺相比,激光束接缝有很多好处:
小区域内选择性的能量应用:降低热应力和减小热影响区,极低的畸变
接合缝窄、表面平滑:降低甚至消灭再加工
高强度与低焊接体积结合:焊接后的工件可以经受弯曲或者液压成形
易于集成:可与其他生产操作结合,例如对准或者弯曲
接缝只有一边需要接近
高工艺速度缩短加工时间
特别适用于自动化技术
良好的程序控制:机床控制和传感器系统检测工艺参数并保证质量
激光束可以不接触工件表面或者不对工件施加力的情况下产生焊点
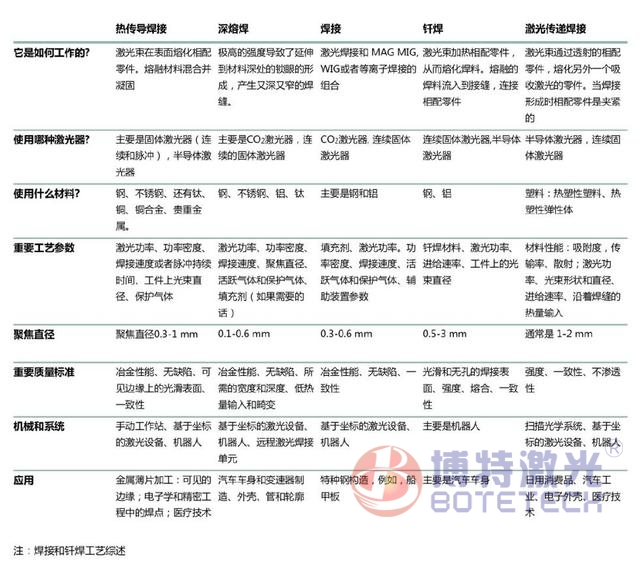
焊接和钎焊金属
激光束可以在金属表面连接工件或者产生深焊缝,也可以和传统的焊接方法相结合或用作钎焊。
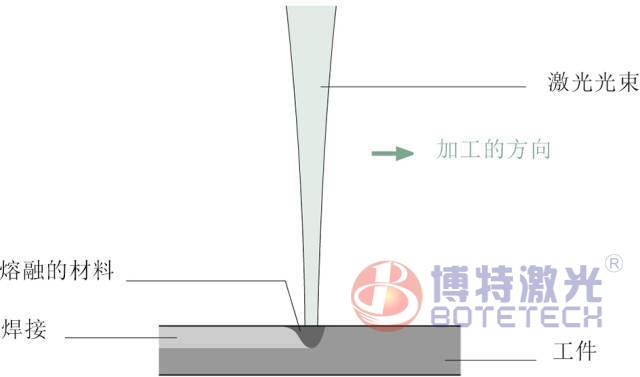
1热传导焊接
热传导焊接中,激光束沿着共同的接缝熔化相配零件,熔融材料流到一起并凝固,产生一个不需要任何额外研磨或精加工的平滑、圆形的焊缝。
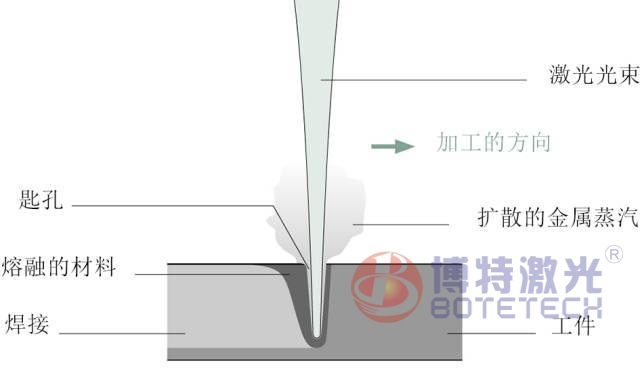
图2 深熔焊产生一个充满蒸气的孔,或者叫小孔效应
热传导焊接深度范围在仅仅几十分之一毫米到一毫米。金属的热导率限制了最大的焊接深度,焊接点的宽度总是大于它的深度。
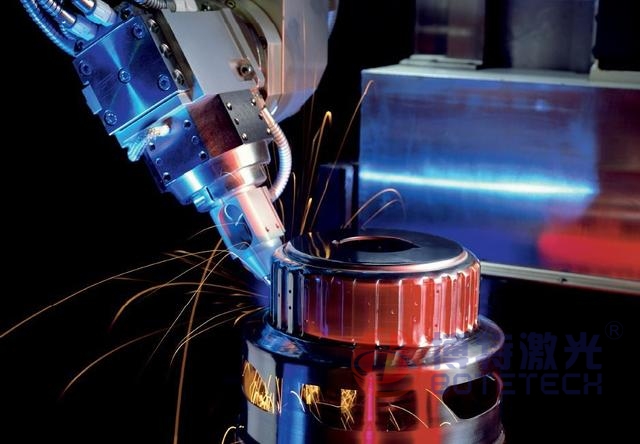
图3 变速器部件的深熔焊
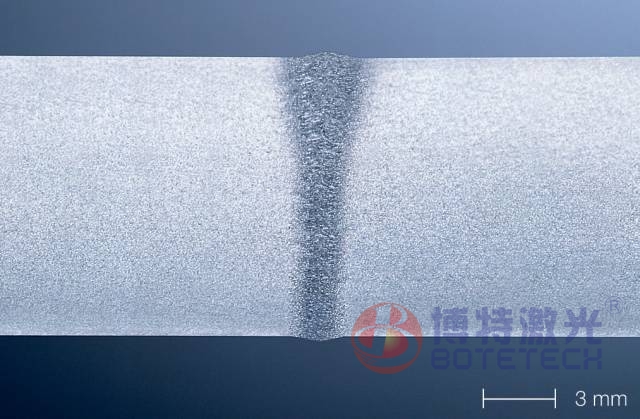
图4 显微镜下观察到的激光焊接横截面
如果热量不能迅速地散去,加工温度就会上升到气化温度以上,金属蒸气形成,焊接深度急剧增加,工艺变成了深熔焊。
2深熔焊
深熔焊需要大约 1 MW/cm2的极高功率密度。激光束熔化金属的同时产生蒸气,蒸气在熔融金属上施加压力并部分取代它,同时,材料继续熔化,产生一个深、窄、充满蒸气的孔,即小孔效应。激光束沿着焊缝前进,小孔随之移动,熔融金属环流小孔并在其轨迹内凝固,产生一个深、窄的内部结构均匀的焊接,焊接深度可能比焊接宽度的大十倍,达到25mm 或者更深。
深熔焊的特征在于高效率和快速的焊接速度,热影响区很小,畸变可控制在最低限度,常用于需要深熔焊接或者多层材料需要同时焊接的应用中。
3活跃气体和保护气体
活跃气体和保护气体在焊接过程中辅助激光束。
活跃气体用于 CO2激光器焊接,以防止工件表面形成等离子体云阻碍激光束。
保护气体用以保护焊接表面不受环境空气影响,保护气体到工件的流动是非湍流的(层流)。
4填充材料
填充材料通常以丝或者粉末添加到要被连接的点上。其作用:
1. 填补过宽或不规则的缝隙,减少接缝准备所需的工作量。
2. 填充物以特定形式的成分添加到熔融金属上从而改变材料的焊接适用性、强度、耐久性和抗腐蚀性等。
5复合焊接技术
复合焊接技术是指激光焊接和其他焊接方法相结合的工艺。可兼容的工艺是 MIG(惰性气体保护焊)或者 MAG(活性气体保护焊)焊接,TIG(钨极惰性气体焊接)或者等离子体焊接。复合焊接技术比单独的 MIG 焊接更快、零件变形更少。
6激光钎焊
激光钎焊中,相配零件通过填充材料或者钎料连接在一起。钎料的熔化温度低于母材的熔化温度,在钎焊过程中只有钎料被熔化,相配零件仅被加热。钎料熔化流入到零件之间的缺口并与工件表面结合(扩散结合)。
钎焊接头强度和焊料材料一样,接缝表面平滑清洁,无需精加工,常用于汽车车身加工,比如后备箱盖或者车顶。
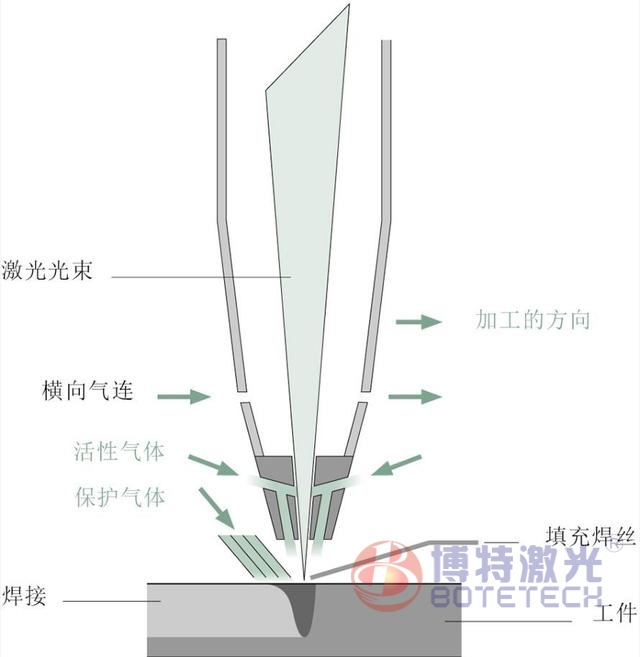
图5 使用填充焊丝,活跃气体和保护气体的激光焊接
传感器
传感器用于检测和调节某些参数,包括工作距离、激光束在接缝间隙的位置、光学透镜调整角度以及填充材料的数量,以保证零件加工过程中的焊接质量,并且检测出劣质的零件。
1焊缝跟踪
当激光束用来焊接材料中的对接接头时,追踪接缝间隙轨迹和正确定位激光束,确保激光束保持在接缝间隙的同一个位置。
2保持监视整个过程
可以将传感器系统结合来实现对焊接过程更全面的监测。包括“焊接前”、“焊接内”、“焊接后”传感器。
焊接前传感器位于焊点之前追踪焊缝和定位激光束。焊接中传感器在焊接中使用照相机或者二极管检测焊接过程,基于相机的系统分析锁眼和焊接池,采用二极管的系统能够检测加工光、热辐射或者反射激光的强度。焊接后传感器检查完成的焊点,确定焊点是否符合质量要求。
传感器依靠程序化的极限值来区别零件的优劣。
激光焊接机
激光焊接机的设计取决于很多因素,如工件形状、焊接几何结构、焊接类型、生产量、生产自动化程度,以及工艺和材料等等。
1人工焊接
小型工件通常采用手动工作站执行焊接工作,例如焊接珠宝或者修复工具。
2 应用
有时候,激光束只需要沿着单一的移动轴焊接。比如使用缝焊接机或者管焊接系统进行管材焊接或者缝焊接。
3 系统和机器人
激光束通常连接以立体焊接几何结构为特征的三维零件。采用五轴基于坐标的激光单元和一组可移动的光学配件。
4扫描振镜或者远程焊接
扫描振镜在离工件很远的距离引导激光束,而在其他焊接方法中,光学透镜是在离工件很近的距离引导激光束。
扫描振镜依靠一个或者两个可移动的反射镜,快速定位激光束,使得复位焊缝之间的光束所需时间接近为0,从而提高产能,适用于生产大量的短焊缝,并可以优化焊接顺序来保证最小的热量输入和畸变。
5远程焊接系统
远程焊接系统有两种实现方式。第一种是一个远程焊接系统。工件放置在扫描光学振镜下工作区域内,然后被焊接。在短时间内焊接大量零件时,在光学振镜下通过机器连续不断地运输零件,这个过程被称作飞行焊接。
第二种是承载扫描光学振镜的机器人执行大的移动量,同时,扫描光学振镜保证激光束沿着工件来回移动时的精密定位。机器控制同步机器人和扫描光学透镜的重叠移动,它测量机器人几毫米内的精确的空间位置,控制系统将测量的位置与程序路径对比。如果检测到偏差,就会通过扫描光学振镜进行补偿控制。
激光焊接将变得更容易
激光焊接工艺开发了大范围的应用可能性。高质量、极小的再加工、低成本效益成为大力推广激光焊接工艺的有力论据。未来激光焊接工艺会变成像激光切割那样成熟。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

