




描述
随着全球制造业的迅速发展,焊接技术应用越来越广泛,焊接技术水平也越来越高。新的焊接工艺方法不断涌现,专业焊接设备日新月异。与此同时,国内外焊接设备生产企业也纷纷通过各种方式展示自身的实力,特别是借以展会展出品种繁多的产品和先进的技术。由世纪末的碳弧焊发展至今不过一百多年的历史,形成了目前的上百种方法,焊接工艺水平也达到了新的高度。焊接结构正朝着大型化、复杂化、高参数方向发展。
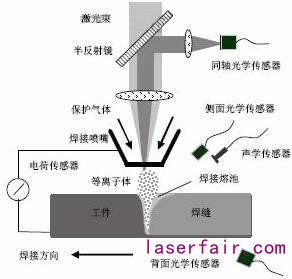
激光焊接技术的加工原理
激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于 10~10 W/cm 为热传导焊,此时熔深浅、焊接速度慢;功率密度大于 10~10 W/cm 时,金属表面受热作用下凹成"孔穴",形成深熔焊,具有焊接速度快、深宽比大的特点。
激光焊接技术广泛被应运在汽车、轮船、飞机、高铁等高精制造领域,给人们的生活质量带来了重大提升,更是引领家电行业进入了精工时代。
特别是在大众汽车创造的 42 米无缝焊接技术,大大提高了车身整体性和稳定性之后,家电领头企业海尔集团隆重推出首款采用激光无缝焊接技术生产的洗衣机,先进的激光技术可以为人民的生活带来巨大的改变。
激光复合焊接的加工原理
激光复合焊接是激光束焊接与 MIG 焊接技术相结合,获得最佳焊接效果,快速和焊缝搭桥能力,是当前最先进的焊接方法。
激光复合焊的优点是:速度快,热变形小,热影响区域小,并且确保了焊缝的金属结构与机械属性。激光复合焊除了汽车薄板结构件的焊接,还适用于很多其它应用。例如将这项技术应用于混凝土泵和移动式起重机臂架的生产,这些工艺需对高强度钢进行加工,传统技术往往会因为需要其它辅助工艺(如预热)而导致成本的增加。再则,该技术也可应用于轨道车辆的制造及常规钢结构(如桥梁,油箱等)。
搅拌摩擦焊的加工原理
搅拌摩擦焊是利用摩擦热与塑性变形热作为焊接热源。搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。
搅拌摩擦焊在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。
焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。
搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。
搅拌摩擦焊可实现异种材料间焊接,如金属、陶瓷、塑料等。搅拌摩擦焊焊接质量高,不易产生缺陷,容易实现机械化、自动化、质量稳定、成本低效率高。
电子束焊接的加工原理
电子束焊是利用加速和聚焦的电子束轰击置于真空或非真空中的焊件所产生的热能进行焊接的方法。
电子束焊接因具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点而广泛应用于航空航天、原子能、国防及军工、汽车和电气电工仪表等众多行业。
电子从电子枪中的发射体(阴极)逸出,在加速电压作用下,电子被加速至光速的 0.3~0.7 倍,具有一定的动能。再经电子枪中静电透镜和电磁透镜的作用,会聚成功率密度很高的电子束流。这种电子束流撞击工件表面,电子动能转变为热能而使金属迅速熔化和蒸发。在高压金属蒸气作用下,工件表面被迅速“钻”出一个小孔,也称之为“匙孔”,随着电子束与工件的相对移动,液态金属沿小孔周围流向熔池后部,并冷却凝固形成焊缝。
电子束穿透能力强,功率密度极高,焊缝深宽比大,可达到 50:1,可实现大厚度材料一次成形,最大焊接厚度达到 300mm。焊接可达性好,焊接速度快,一般在 1m/min 以上,热影响区小,焊接变形小,焊接结构精度高。电子束能量可以调节,被焊金属厚度可以从薄至 0.05mm 到厚至 300mm,不开坡口,一次焊接成形,这是其他焊接方法无法达到的。能采用电子束焊接的材料范围较大,特别适用于活性金属、难熔金属和质量要求高的工件的焊接。
超声波金属焊接的加工原理
超声波金属焊接是利用超声频率的机械振动能量,连接同种金属或异种金属的一种特殊方法。金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将框框振动能量转变为工作间的摩擦功、形变能及有限的温升。接头间的冶金结合是母材不发生熔化的情况下实现的一种固态焊接。它有效地克服了电阻焊接时所产生的飞溅和氧化等现象,超声金属焊机能对铜、银、铝、镍等有色金属的细丝或薄片材料进行单点焊接、多点焊接和短条状焊接。可广泛应用于可控硅引线、熔断器片、电器引线、锂电池极片、极耳的焊接。

超声波金属焊接利用高频振动波传递到需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合。超声波金属焊接优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于 5mm)、焊点位不能太大、需要加压。
激光焊接优点特点和应用领域,目前,市场上使用机关焊接机的企业越来越多。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。高功率激光设备的出现,开辟了激光焊接的新领域。获得了以小孔效应为理论基础的深熔焊接,在机械、汽车、钢铁等工业领域获得了日益广泛的应用。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

