






第一作者:冯俊博
通讯作者:张培磊
通讯单位:上海工程技术大学
合作单位:英国华威大学、江苏科技大学、上海三一重机公司
1论文导读
近日,上海工程技术大学张培磊教授领导的国际研究团队,在《Coatings》期刊的“Application of Laser Processing Technology in Automobile Manufacturing”特刊上受邀发表题为“Application of Laser Welding in Electric Vehicle Battery Manufacturing: A Review”的综述论文。该论文全面回顾了目前激光焊接技术在新能源汽车电池的应用所面临的技术难点和解决办法。该论文获得了国家自然科学基金、上海市扬帆计划、中国博士后自然科学基金、上海市 III 类高峰学科—材料科学与工程等基金的支持。
2 全文概述
电动汽车电池系统由各种不同的材料组成,每个电池系统包含数百个电池。电池系统中需要连接的部件很多,焊接往往是最有效和最可靠的连接方法。激光焊接具有非接触式、能量密度高、热输入控制准确、自动化容易等优点,被认为是电动汽车电池制造的理想选择。但是用于电池电极的金属材料和用于连接电池的母排所用材料并不相同,因此需要将不同的材料有效地焊接在一起。而将不同的材料焊接在一起伴随着各种困难和挑战,最主要的就是焊接中形成的金属间化合物,其中一些会影响接头的微观结构、电气和热性能。本文综述了不同材料电池母排与电池极之间以及相同材料电池外壳之间激光焊接的挑战和最新进展。讨论了接头的微观组织、金相缺陷和力学性能。
3 图文分析
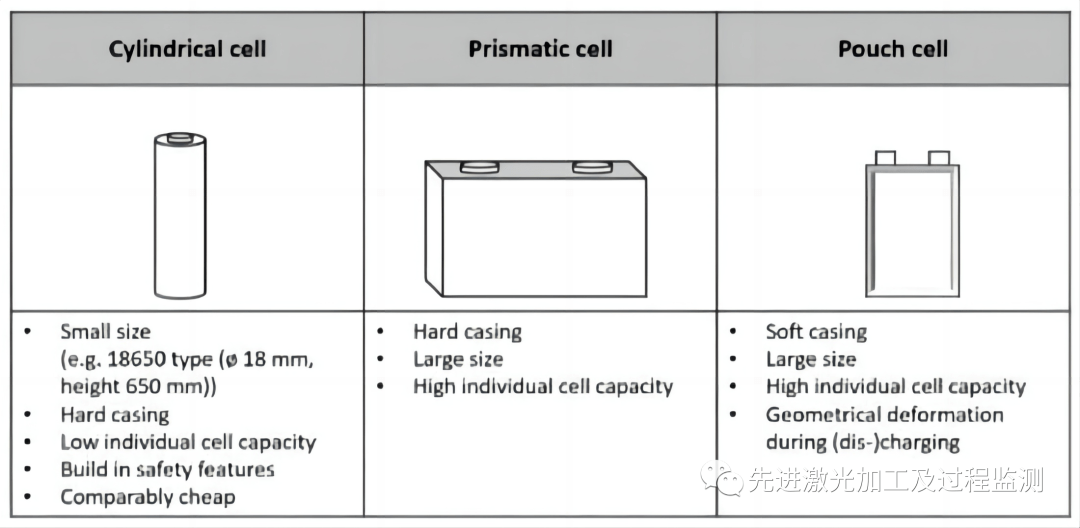
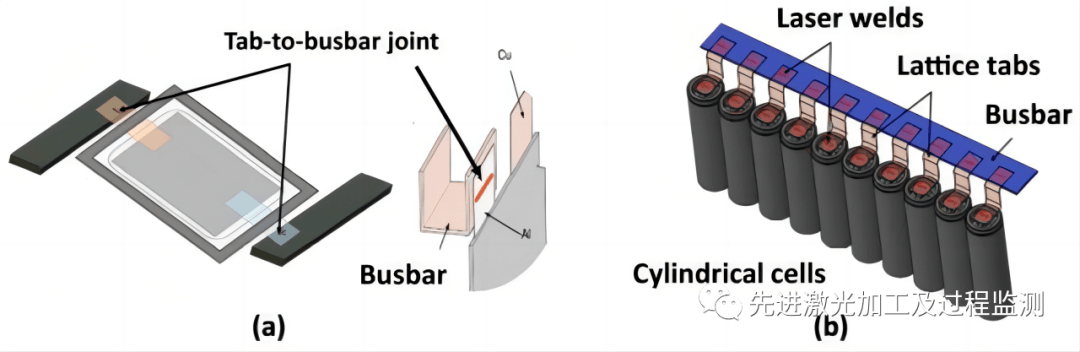
图1 不同类型的电池:圆柱电池、方壳电池、软包电池。在(a)基于软包电池和(b)基于圆柱形电池的模块制造过程中制作的片到母排接头的示意图。
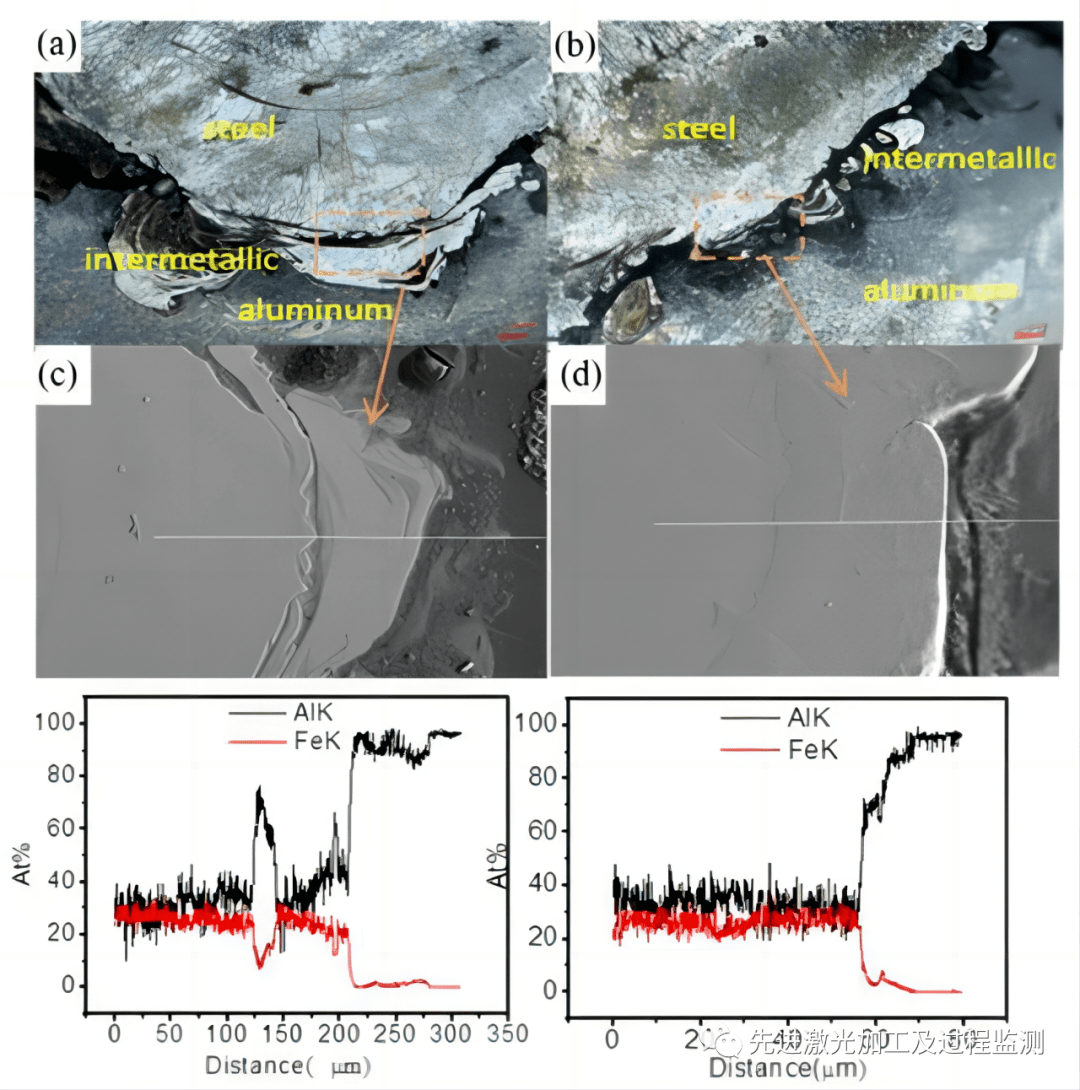
图2 5057铝/301不锈钢激光焊接加入垂直焊接方向磁场(B)作用。焊缝中两组界面形态:(a)B =0和(b)B=240mT;焊缝-铝界面层的线扫描区域和分析::(c)B =0和(d)B =240mT。
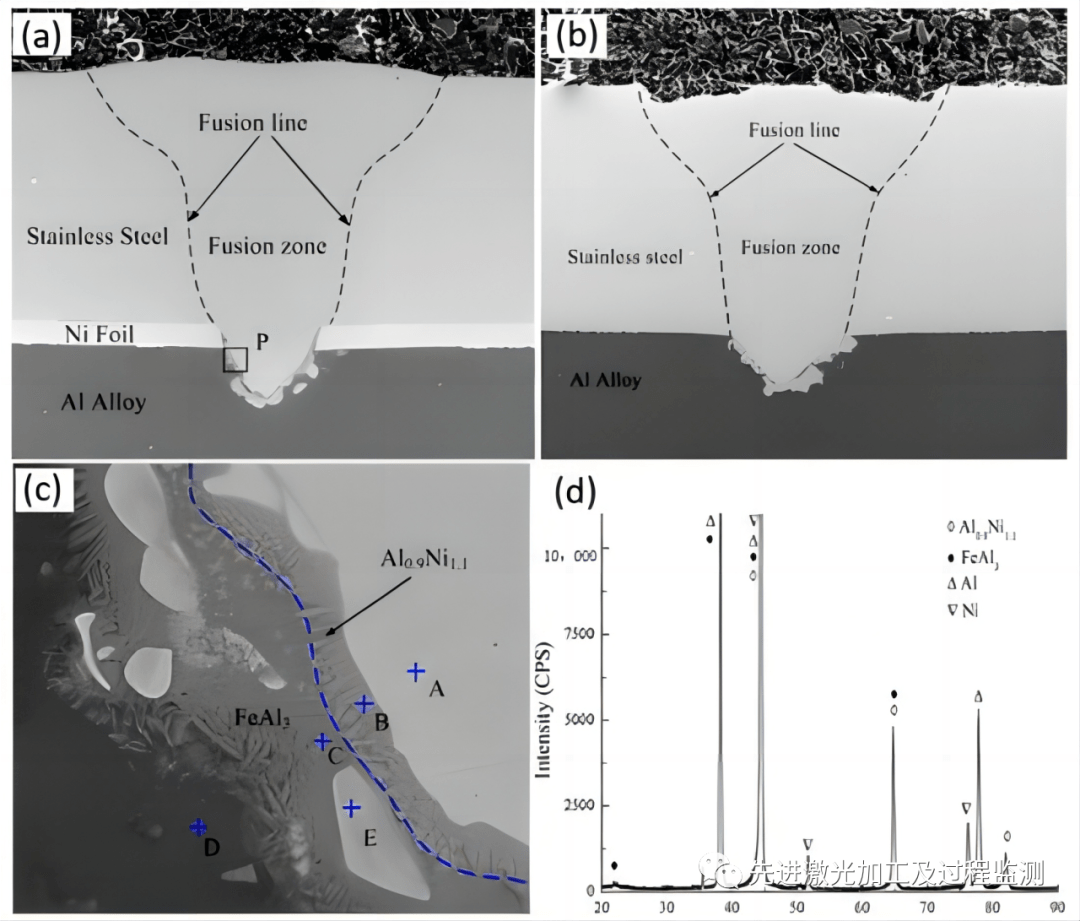
图3 A5052铝/201不锈钢激光焊接时,加入镍箔层与不加入镍箔层的接头微观结构。(a)带镍箔的接头的横截面,(b)不带镍箔的接头的横截面,(c)界面微观结构和(d)焊缝区的XRD图谱。
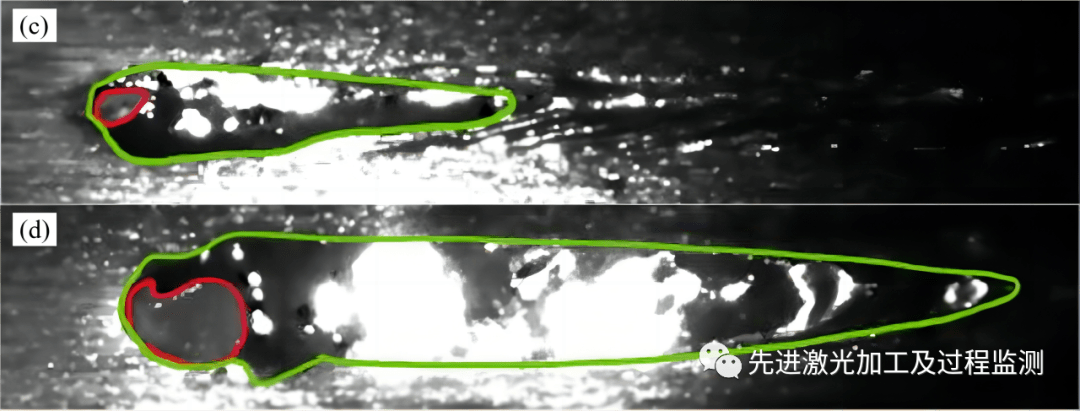
图4 6061铝/SUS3010S不锈钢激光焊接前加入激光清洗,激光清洗后在不锈钢表面形成鳞片坑。扫描速度分别为(a) 3000 mm/s、(b)5000 mm/s、(c)7000 mm/s 和(d) 0 mm/s 时的界面形态。(e) 不同扫描速度下焊后的焊接接头的焊缝区长度。
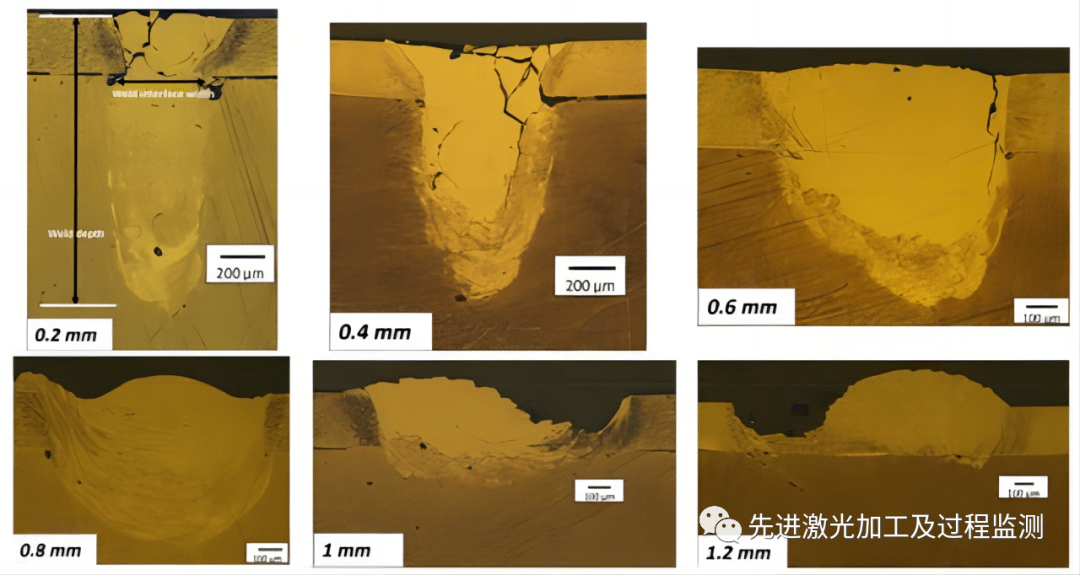
图5 1050铝/钢激光焊接时,对激光加入摆动。摆动幅度为0.2-1.2mm的焊缝宏观形貌结构。
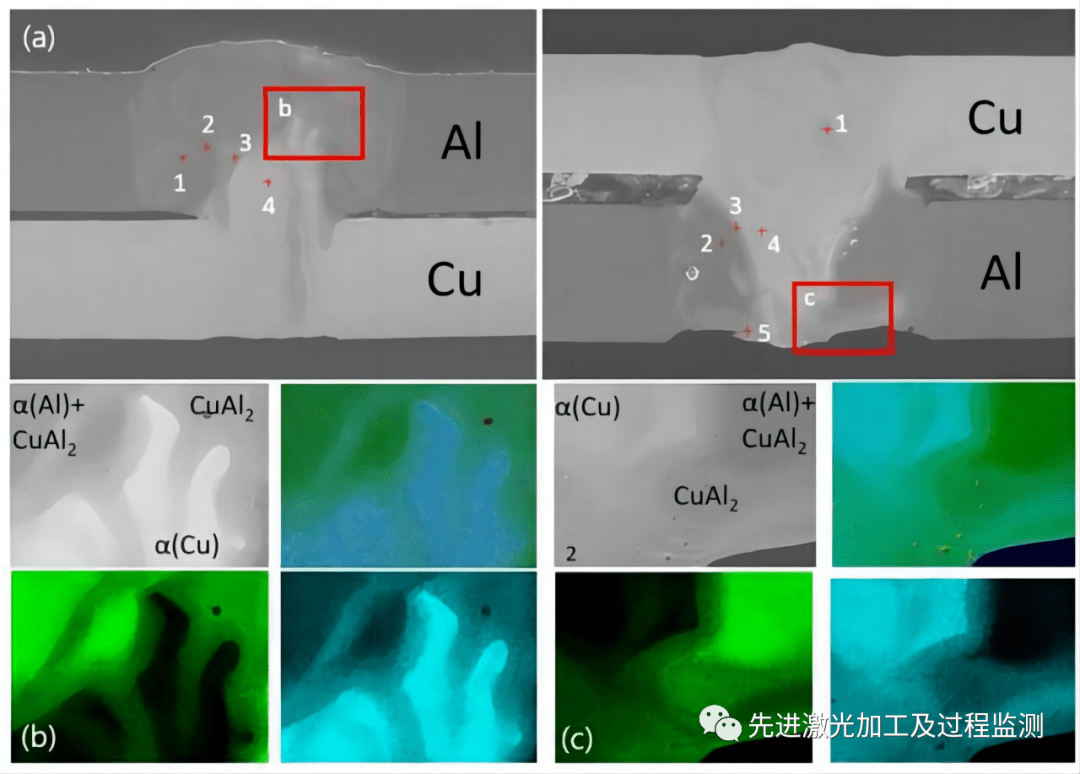
图6 99.99%纯铝/99.99纯铜激光焊接,分别采用铜在上和铝在上进行搭接焊接。(a)焊接试样的扫描电镜图像;(b,c)在焊接速度为400 mm/s时示Al和Cu分布的EDS映射图像(b) Al为上层、(c) Cu为上层。
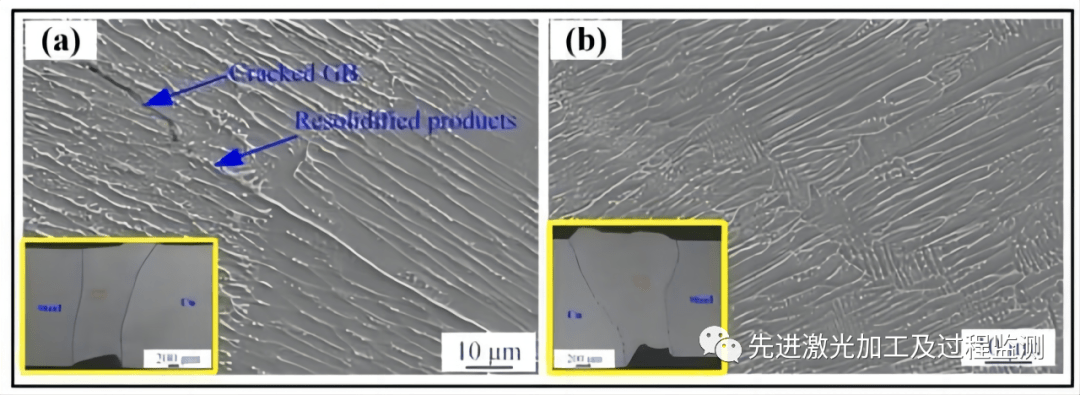
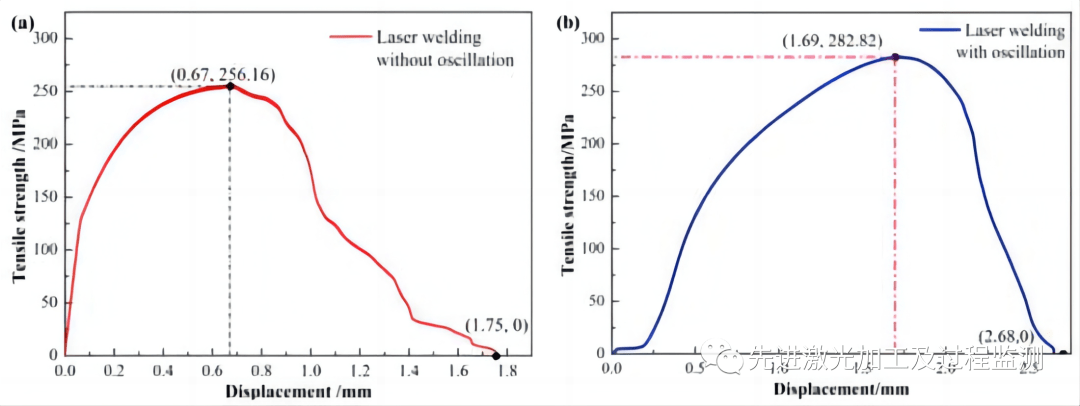
图7 纯铜/不锈钢激光焊接时,加入环形光束振荡。(a)没有加入光束振荡的焊接微观结构以及焊接接头抗拉强度曲线,(b)加入振幅为0.5mm,频率为250Hz的环形光束振荡,焊接微观结构以及焊接接头抗拉强度曲线。
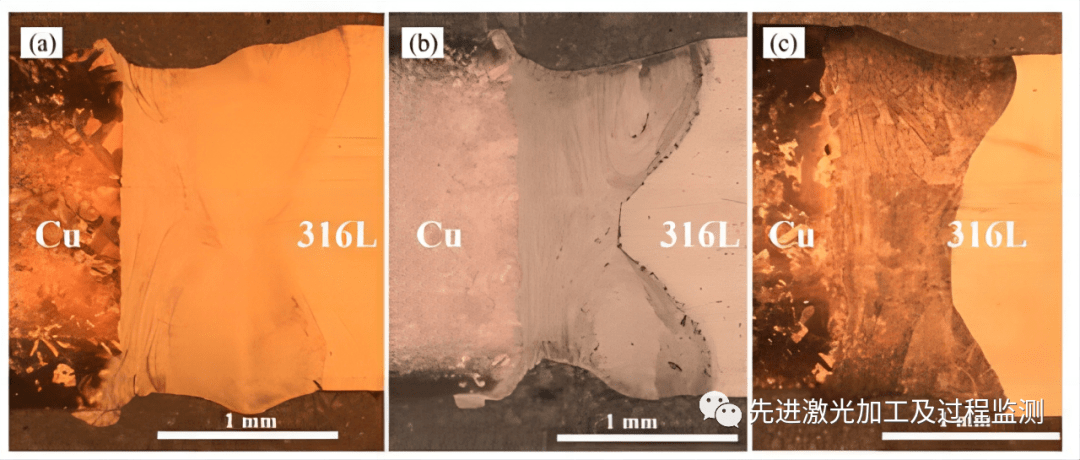
图8 纯铜/316L奥氏体不锈钢焊接,焊接时分别将激光在铜和不锈钢一侧进行偏移:(a)钢侧偏移0.4mm的焊缝形貌图,(b)偏移0mm的焊缝形貌图,(c)偏移铜侧0.2mm的焊缝形貌图。

图9 铝/铝接头时在光束振荡的基础上加入光束整形,将单个激光光斑分成四个功率相等的单光束。(a)多聚焦形成的四个光斑的激光功率分布示意图;(b)激光光斑作用于熔池的示意图; (c)单点焦点光束焊接。(d)多焦点光束焊接 [红色:当前锁孔大小;绿色:当前熔池大小]。
4 结论展望
综上所述,激光焊接是一种能量密度高、无接触、热输入控制精确的焊接方法,可为电动汽车电池系统中异种材料之间的焊接提供可靠的可焊性。异种材料的激光焊接近年来取得了很大的进展。然而,无论采用不同的激光光源,对工艺参数进行优化或对各种接头结构进行改进,仍然会出现结合不完全、金属界面脆、腐蚀、气孔过多、开裂等冶金缺陷。这些缺陷影响了整个电动汽车电池系统的电气性能和安全性。因此,激光焊接技术要想在电动汽车电池的制造中得到广泛应用,还需要进一步的研究。基于目前的研究,对该领域未来的研究提出以下建议:由于电动汽车电池使用的材料厚度普遍较低,需要通过控制金属间化合物的厚度来优化工艺参数,准确控制热输入,提高焊接质量。例如,激光功率与焊接速度的匹配,以及适当的光束振荡频率。在焊接过程中使用适当的中间层或涂层来改变金属间化合物的形成,从而调节微观组织,提高力学性能,降低电阻。目前激光仍以红外波长(1064 nm)为主,铜、铝等金属对该波段的光具有较高的反射率,而对蓝光(450 nm)和绿光(515 nm)具有较高的吸收率。可以采用蓝光和绿光激光器焊接实验。迄今为止,激光焊接异种材料接头的力学性能分析大多是对接头的静态力学性能进行分析,对接头的疲劳性能研究较少。由于电动汽车在道路上经常伴随着颠簸,因此这些接头在循环荷载下的性能非常重要。因此,有必要对接头的力学性能进行更多的研究。
5 引用本文
Feng, J.; Zhang, P.; Yan, H.; Shi, H.; Lu, Q.; Liu, Z.; Wu, D.; Sun, T.; Li, R.; Wang, Q. Application of Laser Welding in Electric Vehicle Battery Manufacturing: A Review.Coatings2023,13, 1313.
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

