裂纹、孔隙等零部件中常见的缺陷,易产生于产品的铸锻成型、机加工、焊接、热处理等加工制造阶段,和承受各种动静载荷的服役阶段。缺陷对产品的载荷极限、服役寿命等性能指标带来极大的负面影响,尤其对诸如锅炉、压力容器、航空航天零部件、高铁转向架、车轮等高可靠性的关键重要装备零部件,必须尽量杜绝和减少整个生命周期中的缺陷,确保装备的安全可靠服役。
因此,找到一种可以探测缺陷,更进一步对材料结构的安全性提供预警的无损检测方法,一直是国内外研究的热点。而激光超声无损检测技术因其无损、非接触、快速、准确的无损检测能力,近年来引起的众多科研及工程技术人员的广泛关注,方兴未艾。激光超声作为一种新兴多学科交叉的超声无损检测技术,可对构件缺陷和残余应力进行无损检测,是当前最有发展前景的残余应力无损检测技术之一。
激光是上世纪60年代一项伟大的发明,它具有单色性好、能量集中、方向性强等特点。人们对于激光的研究与应用非常广泛,其中对激光与材料相互作用后产生的热学、力学、电磁学方面的研究促使研究者们发现了激光可以激发超声波这一现象。
当激光照射金属表面或非金属材料时,介质吸收激光能量转化为热能来不及扩散,在介质表面附近形成了不均匀的温度梯度场,进而引起了材料的热膨胀,由于在热膨胀区域周围存在约束它的介质,所以会形成一个应力场,出于应力平衡的需要,这一应力分布就以瞬态超声脉冲的形式进行传播,即形成了超声波。
自1963年,R.M.White发现了脉冲激光辐射固体材料表面时,会在样品表面激发出低于激光频率的声表面波以来,众多学者围绕这一课题展开了大量的研究。
激光超声技术利用激光脉冲辐照材料表面,因热弹性效应产生应力脉冲,应力脉冲同时以纵波、横波和表面波等形式的超声波向试样内部或沿表面传播,通过超声波的反射、散射或衰减表征缺陷,从而获取工件信息和缺陷表征,比如工件厚度、内部及表面缺陷,材料参数等。
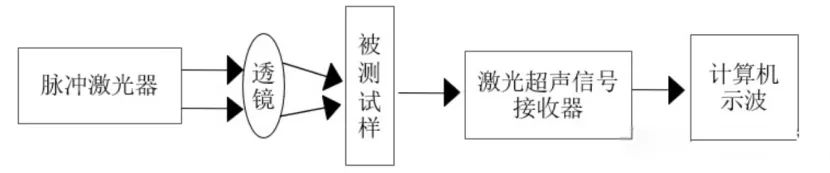
与目前广泛应用的超声检测技术相比,激光超声检测技术在飞机材料及结构检测中具有显著的特点和优势,如非接触检测、检测精度高,可在较大距离、角度范围内检测复杂型面结构表面等优点。激光超声检测技术主要分为电学检测法和光学检测法两大类,其中电学检测法可以分成接触式以及非接触式两种类型;光学检测法则包含了非干涉法以及干涉法。根据是否与被测样品之间接触,电学检测法可以分成接触式以及非接触式两种类型。
接触式主要利用压电换能器(PAT),通过压电晶体、压电陶瓷以及压电薄膜等材料把超声信号转化成为电信号,为了能够显著提升能量传递效率,换能器会和样品之间通过耦合剂的形式耦合。这种方法在19世纪末期随着压电材料的兴起而形成,在超声检测中被广泛使用。非接触式检测方法包含了电容换能器以及电磁-声换能器。电学检测方法相对较为成熟,具有较高的灵敏度,价格也比较适中,是当前工业生产中经常用到的一种无损检测手段。其缺点在于检测时需要和被测物体表面距离很近,或者相互接触,否则难以遥测超声波。光学检测法包含了非干涉法以及干涉法。非干涉法中使用到的检测技术包含光反射技术、光偏转技术以及光衍射技术。干涉法则包含了外差干涉仪以及共焦F-P干涉仪。
干涉法测量主要是借助声波在金属表面传播或者是到达金属表面的时候声波会产生位移,从而导致光束频率以及相位调制实现的。干涉仪种类大体上可以分成两种类型,第一种是零差干涉仪,其原理是探测以及参考光束本身不处在同一条光路上,是通过镜面反射的形式返回的,所以这类干涉仪对于被测金属表面有着较高的要求。如果被测金属的表面是镜面,那么这种干涉仪所具备的光学灵敏度是最高的,但是实际的检测过程中,因为外界振动所产生的影响,难以确保干涉仪静态相位差始终保持为零,这会导致干涉仪灵敏度降低,可以利用压电陶瓷掌控参考臂当中的反射镜,通过闭环掌控参考臂长度,保持静态相位差为一个定值。第二种是外差干涉仪。外差干涉仪能够很好地解决干涉仪抗干扰能力差的弱点。但是这两种方法都需要金属表面必须是镜面发射。这在一定程度上极大限制了被检测对象的种类,难以在实际检测中使用。为了有效避免这种情况的限制,可以使用时延干涉仪、F-P干涉仪等方法,对于物品表面的要求较低。
非干涉法就是将超声波信号调制到光强信号中,因此光电检测器能够直接对其检测,通常发射超声到金属的表面或者在金属表面传播的过程中样品表面形状、反射率都会改变,造成了反射光位置以及强度出现变化,借此来实现无损检测。经常使用的方法包括光衍射技术以及光偏转技术。碳纤维增强复合材料(CFRP)因其具有高比强度和耐腐蚀性,被广泛用于飞机和汽车的结构材料,其在飞机上的应用不仅局限于次要结构部件(如襟翼、尾翼、发动机罩),还扩展到主要结构部件(如机身和主机翼)。因此对这些组件在制造和使用过程中进行无损检测是必不可少的。
由于激光超声检测技术具有突出的优点,常被用于复杂的几何形状,如楔形结构、拐角结构、V型结构、T型结构、蜂窝夹层结构等,国外在航空工业及其他领域都有较好的应用效果。(1) 高温大曲面的复合材料板材检测
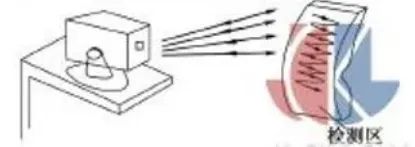
如上图所示,被检测材料的表面温度是1400℃,厚2.24 mm,尺寸为254 mm×254 mm,通过激光超声检测系统生成C扫描图像,可以直观分析结构件内部的缺陷,用这种方法使曲面物体的检测变得容易得多。(2) 复合材料结构健康监测
激光超声技术在CFRP结构健康无损评估方面的研究一直有报道。Choquet等最早开发出工业激光超声设备并将其用于CF-18飞机部件的检测。
CF-18飞机
管道传输广泛应用于石油、化工、核能等工业生产中。由于高温、高压、内外腐蚀、凹痕以及焊缝缺陷等因素的综合作用,给管道在运行过程中带来严重的安全隐患,因此针对管道潜在的裂纹缺陷实施安全、高效、快速的检测具有重要意义。激光超声无损检测技术特别适合管道表面微小裂纹的检测,此外还可对产品的生产过程进行监控,如利用激光脉冲的时间间隔可以在线对钢管的厚度进行测量,这样可以明显提高生产速度和钢材产量;还可以对材料的弹性应力进行在线测量,便于监控产品的质量和性能,降低生产成本。目前在我国这项技术还处于试验研究阶段,在工业生产方面还没有大规模的投入使用。高温合金一般指能够在600℃以上的高温下承受较大复杂应力,并具有表面稳定性的高合金化铁基、镍基和钴基奥氏体金属材料。高温合金具有优异的高温强度、良好的抗氧化、抗热腐蚀性能以及良好的疲劳性能和断裂韧性,是飞机发动机、燃气轮机、汽车发动机等的常用材料,研究高温合金的热力学性能特性对我国航天航空、生物医疗事业的发展具有重要意义。激光超声通过激光产生和激光检测超声脉冲,是一种完全非接触式的检测技术,可用于检测任何温度的热材料,非常适合用于原位研究固态金属或陶瓷材料的热力学特性。金属增材制造(MAM)技术是20世纪80年代发展起来的一种基于离散堆积思想的新型材料成形技术。目前,MAM技术主要包括激光选区熔化技术、激光工程化净成形技术和电弧增材制造技术等。MAM具有对任意复杂形状构件成形精度高的特点,被广泛应用于航空航天、汽车制造和生物医学等领域。
但是,MAM过程复杂,容易带来材料的不连续性,最常见的是位于熔融材料主体中的空隙裂纹和气孔。这些缺陷严重影响了工件的力学性能,给MAM工艺的发展和应用带来一定的限制。因此,迫切需要能对MAM过程中工件质量实时监测评估的无损检测技术。目前,表征MAM零件内部缺陷最常用的技术是X射线计算机断层扫描(XCT)技术和超声检测技术。但XCT设备尺寸较大,而常规超声检测需要耦合剂,因此应用都受到了一定限制。激光超声检测由于非接触式,与MAM设备兼容性良好,特别适合对复杂几何零件进行实时在线监测,但目前该方面的研究还仅局限于实验室。
风电叶片是风力发电机组的核心部件之一,一般由碳纤维或玻璃纤维增强复合材料制备而成。在生产过程中,由于工装模具变形、部件变形、制造工艺的随机因素和人为因素的影响,叶片难免出现孔隙、裂纹、分层、缺胶等缺陷。另外,在叶片的运输、吊装、运行过程中,也会由于遭到意外撞击、防护层脱落等原因,造成叶片结构损伤的产生、扩展与积累,最终导致风电叶片的破坏。因此无论是生产过程中的质量检测,还是使用过程中的跟踪检测都显得十分重要。
激光超声可以高精度定位、定量表征材料缺陷及损伤,检测结果准确、可靠,更易于实现复杂结构与大壁厚构件的跟踪扫查,以及检测封闭区域,在大型复杂结构快速检测中具有显著的技术优势。激光超声检测技术对检测风电叶片内部缺陷是一种综合性能更佳的方法,因此国内风电叶片生产厂和检测机构也多选用此种方法。
激光超声检测技术与机器人相结合,可以应用于大曲率复杂型面复合材料结构的缺陷/损伤检测。
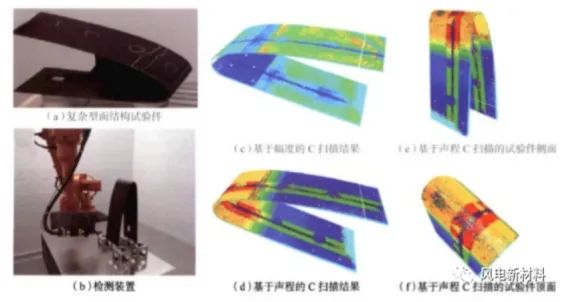
如下图所示,蜂窝结构厚度为14 mm,缺陷尺寸为25 mm和50 mm,由检测结果可以看出,位于上中下3层的缺陷均可检测出来,并且检出了位于蜂窝结构不同深度的脱黏损伤。
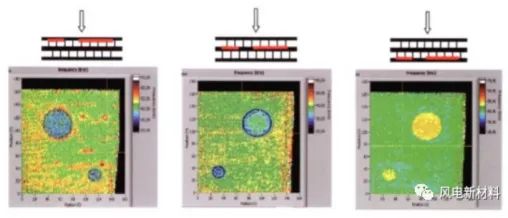
蜂窝结构的激光超声C扫描检测结果
如下图所示,激光超声C扫描检测出的碳纤维增强环氧树脂基复合材料试样中分层缺陷的形状、尺寸和分布,与试样中预置聚四氟乙烯薄片的特征相符,采用激光超声检测方法可以有效检出碳纤维树脂基复合材料内部直径2 mm以上的分层缺陷。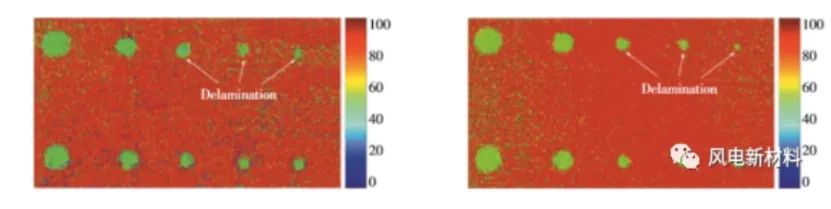
碳纤维树脂复合材料分层的激光超声C扫描检测结果
目前,虽然传统多通道超声系统的扫描速度比激光超声系统快,但是准备时间(刮掉涂层、定位和仿形)较长,而激光超声检测不需要精确地装卡定位,准备工作可以在几分钟之内完成。如果考虑到相对较平的板件,激光超声系统并不占优势。然而,一旦需要大量的手工操作,例如带加强筋的宽体客机壁板或机翼的复杂结构,激光超声系统就非常具有竞争力了,既省时又省钱。在洛克希德·马丁航空公司,仅仅在F-22和F-35项目中,应用激光超声技术就将比传统超声技术节省数亿美元的资金和人力成本。在2000年6月到2006年5月1日之间,洛克希德·马丁公司用激光超声系统检测了超过13000个部件。在复合材料生产量几乎翻了10倍的同时,从事复合材料无损检测的人员数量并没有改变。而目前该激光超声系统已具有非常高的可靠性和稳定性,一年的使用中也只需要2~3天的维护时间。对于商用飞机的制造,其部件多数是很大并且相对平滑的,因此传统的多通道超声技术更加适用。然而,对于相对大型的复杂部件,就需要分析整个检测周期所用的时间。如果考虑到对于不同部件的操作灵活性和较短的定位和准备时间,激光超声检测系统就显示出了真正的经济性。激光超声技术自出现以来,凭借自身特有的优势逐渐得到人们的关注和认可。但因激光与材料的相互作用是一个非常复杂的物理过程,还有许多问题需要进一步探索、分析。不过毫无疑问,尽管激光超声技术在工业无损检测领域中仍有一段相当长的路要走,但是随着激光超声技术的发展,必将在工业无损检测领域,特别是航空航天无损检测领域,有着更广泛的应用。






 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

