铝合金具有密度小、强度高和耐腐蚀等突出优点,在工业设备及日用消费品等领域被广泛应用,尤其是目前比较热门的新能源电池行业,锂电池的壳体及盖板大量使用了铝合金材质。锂电池在生产过程中,为了把控生产品质,必须追溯全程的生产信息,包括来料信息、生产工艺、产品批次、生产产家及日期等信息,需要将关键信息存储在二维码内并在电池外壳进行标识。
传统的铝合金表面标记方法主要有喷墨标记、机械刻蚀和电化学腐蚀。喷墨标记的图形易擦拭损坏,容易被故意篡改信息,而机械刻蚀的图形一经刻蚀就无法修改,如果出现错误,必须对材料进行整体回收加工,成本上不利于生产。电化学标识过程中难以精确控制刻蚀程度且需要去除防腐剂,对于环境的污染也十分严重。而激光打标具有永久性强、防伪性高、精度高、耐磨性强,安全可靠等特点,为二维码追溯的最佳解决方案。

图1 方形电池顶盖打码
02、打码应用特点介绍及激光器推荐
二维码又称二维条码,常见的二维码有Data Matrix和QR Code。二维码是一种比一维码更高级的条码格式。一维码只能在一个方向(一般是水平方向)上表达信息,而二维码在水平和垂直方向都可以存储信息。一维码只能由数字和字母组成,而二维码能存储汉字、数字和图片等信息,因此二维码的应用领域更加广泛。锐科20/30/50Qmini纳秒脉冲光纤激光器具备体积更小、重量更轻、免维护、可靠性更高、光束质量更好的特点。相对于传统的激光器,额定功率下功率不稳定度≤±1.5%。20/30/50Qmini纳秒脉冲光纤激光器可广泛应用于新能源、3C和五金等行业的标记加工。
图2 常见的二维码样式

图3 20/30/50Qmini纳秒脉冲光纤激光器
(1)打点一致性好
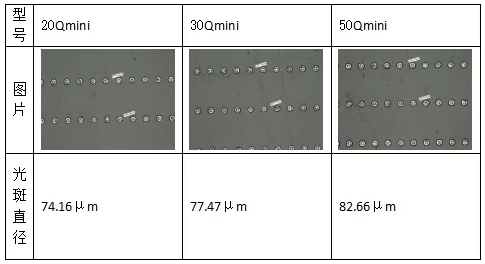
表1为分别用搭载锐科20/30/50Qmini激光器的设备在黑色相纸上的打点测试结果,通过显微镜观察放大后的图片,可以发现打点一致性较好。
表1 20/30/50Qmini激光器脉冲打点测量
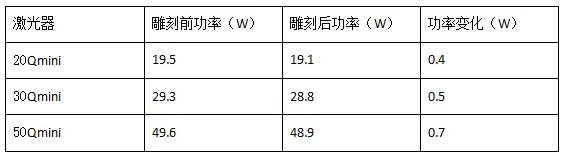
对每台激光器进行抗高反能力测试,测试方式为满功率雕刻黄铜30分钟 ,记录雕刻前、后的激光器功率值,对比功率变化。表2为测试结果,可以看出测试前后功率变化较小,激光器抗高反能力强。
03、新能源电池打码应用测试
标刻二维码首先需要保证二维码的整体轮廓清晰,通过调整开光延时和关光延时可以实现。由于激光标刻二维码是由若干单脉冲光斑重叠形成的,振镜扫描速度和激光重复频率共同决定了光斑的重叠率。只有在合适的参数组合下达到一定的光斑重叠率才能标刻出有一定灰度或色彩的二维码,所以在进行二维码标刻试验之前,首先要找到合适的扫描速度、重复频率、填充线间距等参数。表3为标刻尺寸8mm*8mm二维码的推荐工艺参数,测试结果见图4和图5,可以看出脉冲点可整体均匀覆盖标刻区域,粗糙度测试仪结果显示底纹粗糙度在1μm左右。表3 20/30/50Qmini激光器标刻二维码推荐参数
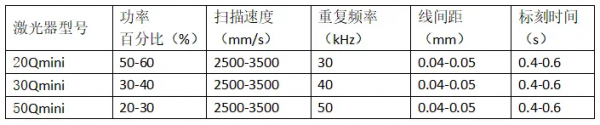
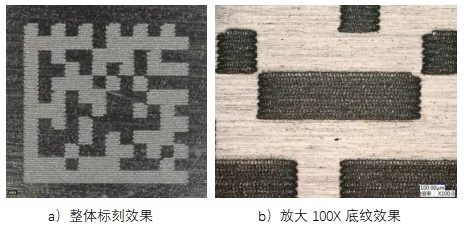
图4 二维码标刻效果图
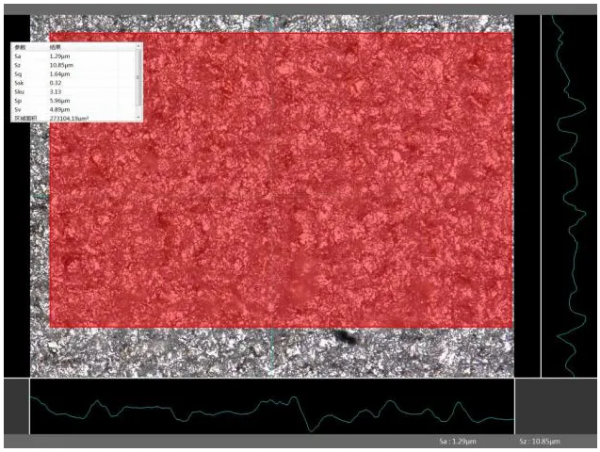
图5 底纹粗糙的测试
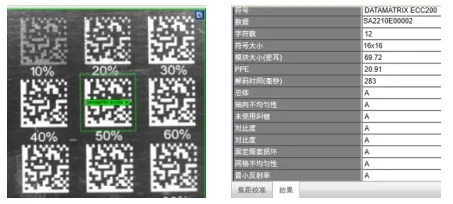
图6 二维码等级测试
使用读码软件对二维码等级进行评定(图6),结果为A级,满足正常的应用需求。检测条件对读码评定及其重要,环形照明形式效果优于直条状照明,同时对于白色二维码选择白色光源效果较好,且光源的亮度需达到一定的值,才能使二维码形成高对比度。
04、总结
- 目前在电池盖上标记二维码最高效的方式是标记出白色效果的二维码,锐科20/30/50Qmini激光器的优势是标刻时间短,可满足1秒内加工8mm*8mm的二维码。且读取效率及读取成功率较高,满足高速生产线的节拍。
- 填充线间距是影响加工效率的一个重要因素,填充线间距越小代表相同图形面积内重复排列的线条越多,加工所需时间也越长。填充线间距过大又无法得到足够的光斑搭接效果。经过实验分析得到,在满足加工效率的前提下,填充线间距0.05mm为最适宜参数。
- 随着功率增大,二维码标刻颜色逐渐变白,二维码更加饱满。








 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

