新能源作为我国战略性新兴产业重点发展对象,其市场定位优先级高于其他传统制造业,而激光应用技术与新能源汽车电池的完美结合能够实现强链补链,对提高新能源电动汽车电池的生产工艺技术具有重大意义,从而加速实现“新型工业化”的发展目标。新能源动力电池表面的膜又叫隔离膜,防粘膜,保护膜,有红色,绿色,蓝色,黑色,分为单面离型膜和双面离型膜。作为电池之间的绝缘材料,还可以起到很好的保护作用,阻隔单个电芯由于各种故障对其他电芯产生影响,其表面粘接强度可达1.9Mpa。在粘贴时会出现不良品,为减少生产成本,需要将其剥离重新贴膜。但其表面粘接高强度较高,因此需减低其粘接强度后再剥离。本文主要介绍了使用锐科旗帜系列P1000H-P激光器对动力电池的膜进行高效处理的工艺研究。01、电池隔离膜清洗的方法优劣势对比
目前,传统清洗隔离膜的方法主要分为湿法去除和机械法去除。湿法去除PET隔离膜的方法是将电池包浸泡在温水中一段时间,待隔离膜粘接强度降低后,再辅以人工方法撕掉包裹的PET隔离膜。该方法成本低,但返修效率也很低,而且粘接强度降低有限,撕膜后的残留也较多,需要大量的人工辅助。机械法去除PET蓝膜的方法,通常是用具有高速动能的干冰颗粒冲击爆破铝壳表面包裹的PET隔离膜,直接将PET隔离膜喷射去除。该方法的优点是可以直接将隔离膜去除,减少人工辅助,但缺点是成本极高,粉尘很大不利于环保。而采用激光清洗相对而言,具有绿色环保、清洗损伤小、效率高、自动化操作、运行成本低等优点,因此在新能源电池领域使用率越来越高。
02、锐科激光专用新能源动力电池膜层改性激光器
旗帜P1000H-P激光器
体积小,重量轻,更易集成及运输。相对于P1000激光器体积减小了60%、重量减轻了40%以上。单模块高峰值 1000W纳秒脉冲光纤激光器采用窄脉宽种子源激光技术,经过光纤预放大级(包含多级)和光纤功率放大级实现平均功率大于≥1000W ,峰值功率大于1.5MW的技术参数指标。备注:脉冲宽度40ns,固定脉宽,峰值功率达到1.5MW。
03、锐科激光新能源动力电池膜层改性应用研究
本次实验选用常规双面离型蓝膜,厚度110μm,双面离型黑膜,厚度120μm,透明双面离型黑膜,厚度100μm,实验材料如表1。

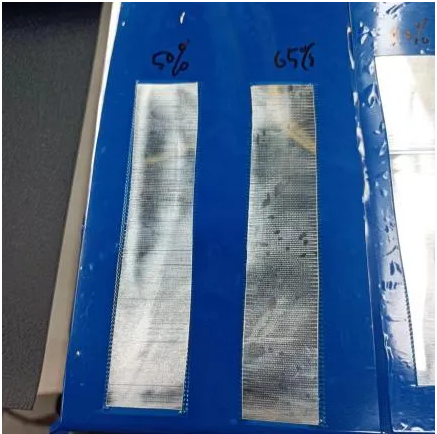
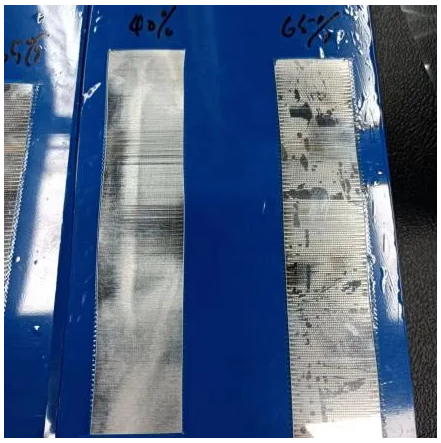
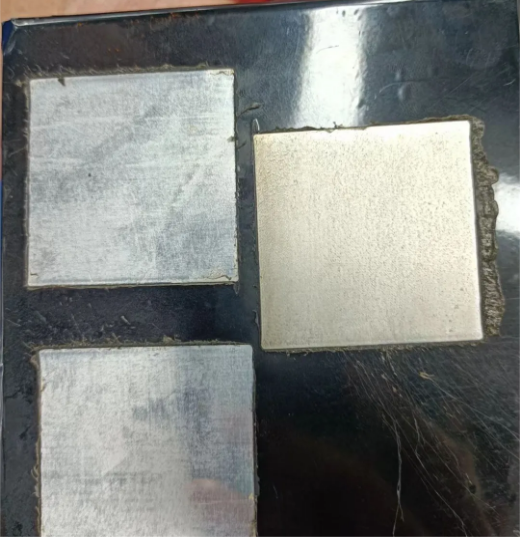
图1 表面双面离型蓝膜清洗效果
(左图为功率650W和500W处理效果,右图为400W和重复650W处理效果)
以上激光改性参数处理效率为65cm2/s,分别设置三种不同功率段处理,其中650W处理后蓝膜改性粘性最小,其他几个也比较容易手撕,拉力值都小于10N,400W激光功率下表面几乎没有激光处理痕迹,650W较为明显,最佳处理参数为:功率500W,脉宽40ns,频率25kHz。
图2 表面双面离型黑膜清洗效果
(左图为铝壳表面处理效果,右图为清除后膜拉拔力效果)
以上激光参数在处理效率23cm2/s、脉宽40ns、功率900W下刚好去除表面黑膜保留淡黄色膜。可以观察到,淡黄色膜层可以轻松手撕且一整体扒拉下来,通过拉拔力测试小于5N,且拉掉淡黄色膜层效果显著,铝壳表面光滑无残留,黄色膜层没粘结在铝壳表面上。
c.双面离型黑膜(透明)
图3 表面双面离型黑膜(透明)清洗效果
(左图为铝壳表面处理效果,右图为铝壳边缘处R角处理效果)
以上激光参数在处理效率10.2cm2/s、脉宽40ns、功率800W下刚好去除表面黑膜保留淡黄色膜,过大能量淡黄色膜较少,粘性增加,更不易除去,并且在手擦拭过程会有黏着小颗粒挂在铝壳表面擦拭不掉。通过上图可以观察到,不管是在表面还是铝壳边缘R角处,旗帜系列P1000H-P激光器都能做到双面离型黑膜(透明)去除效果,且拉掉淡黄色膜层效果显著,铝壳表面光滑无残留,黄色膜层没粘结在铝壳表面上,最佳处理参数为:功率800W,脉宽40ns,频率20kHz。
查看其处理过程最大温度和粗糙度情况,各膜层处理效果如下图所示。

双面离型蓝膜处理过程最大温度情况
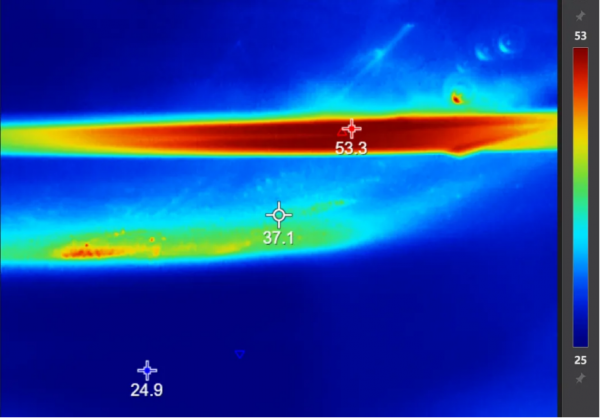
双面离型黑膜处理过程最大温度情况
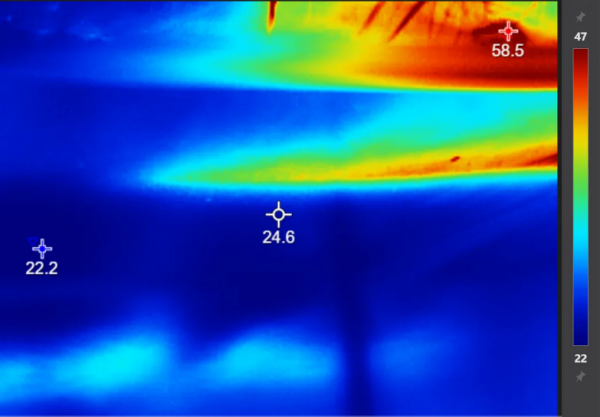
双面离型黑膜(透明)处理过程最大温度情况
处理过程总体温度都不超过60℃,其中处理双面离型蓝膜由于效率最高,最大温度不超过35℃,双面离型黑膜(透明)最大温度在58.5℃,满足相应要求。
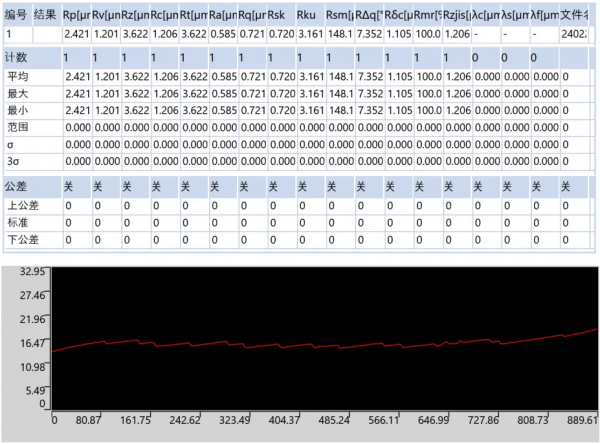
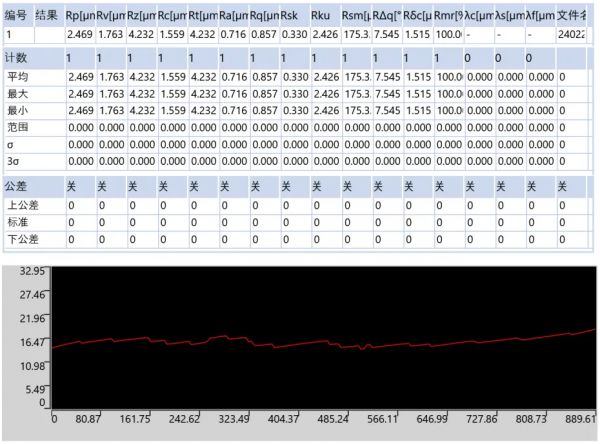
蓝膜处理后粗糙度情况
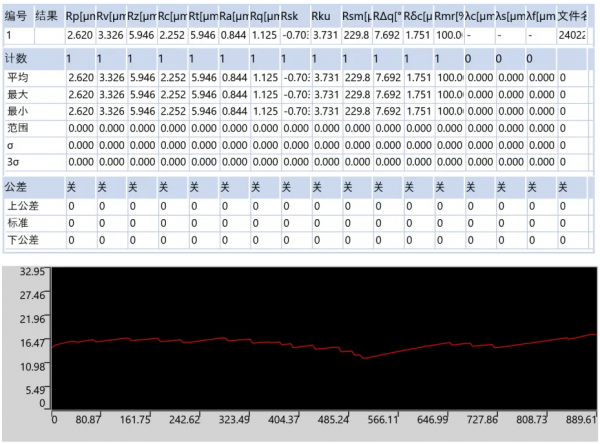
黑膜处理后粗糙度情况
黑膜(透明)处理后粗糙度情况
由图中数据可知,其中双面离型蓝膜Ra值为0.58µm,双面离型黑膜Ra值为0.72µm,双面离型黑膜(透明)Ra值为0.84µm,粗糙度值小于1µm,满足要求。
04、案例总结
(1)锐科旗帜系列P1000H-P激光器搭配透镜F254可实现动力电池膜层改性,其中双面离型蓝膜处理效率最高,可达到65cm2/s,双面离型黑膜(透明)处理效率最低,达到10.2cm2/s,双面离型黑膜处于中等,效率在23cm2/s。(2)激光对蓝膜改性效果与黑膜改性效果不同,不管是在表面还是铝壳边缘R角处,旗帜系列P1000H-P激光器都能做到黑膜去除保留淡黄色膜层,且拉掉淡黄色膜层效果显著,铝壳表面光滑无残留,而改性蓝膜只改变了粘性,蓝膜未直接去除。(3)处理过程总体温度都不超过60℃,粗糙度都小于1µm,其中处理双面离型蓝膜由于效率最高,最大温度不超过35℃,粗糙度为0.58µm,双面离型黑膜(透明)最大温度在58.5℃,粗糙度为0.84µm,也满足要求。










 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

