






透明塑料焊接原理
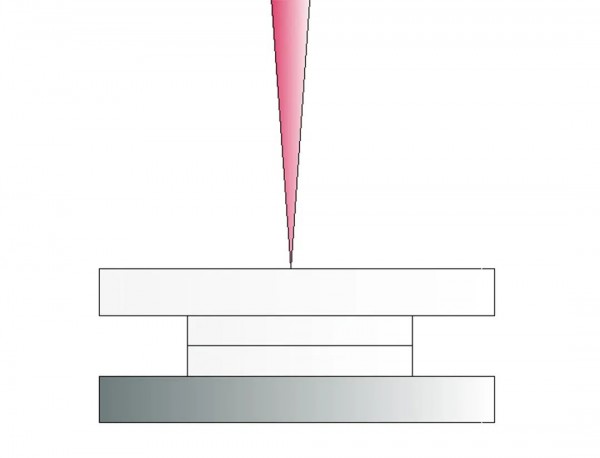
利用透明塑料对中波红外激光吸收特性,通过精确的能量控制使二层材料接触面开始熔化,在压力的作用下完成融合焊接。
透明塑料激光焊接工艺
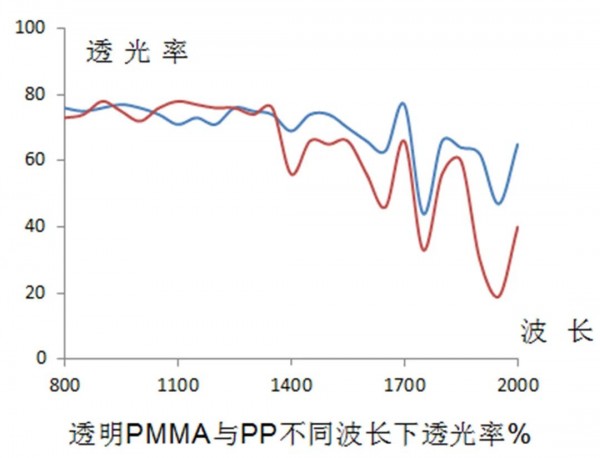
为避免添加剂影响,医疗领域常使用透明塑料,但常用的红外激光如半导体激光器波长915nm-980nm范围对于常见的透明塑料吸收率低,无法实现焊接,使用该波段波长需在上下层间添加吸收剂,添加吸收剂需增加成本,同时对生物伤害存在不确定性。
为了实现透明塑料焊接,利用透明塑料吸收率较高的中红外波长激光进行焊接,配合特殊治具实现透明塑料与透明塑料的焊接。
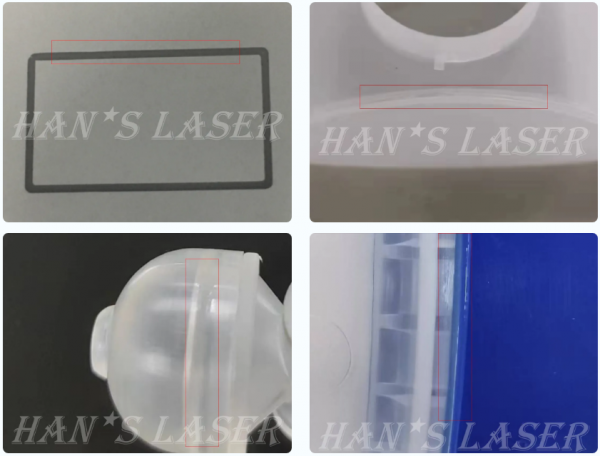
透明塑料常见结构
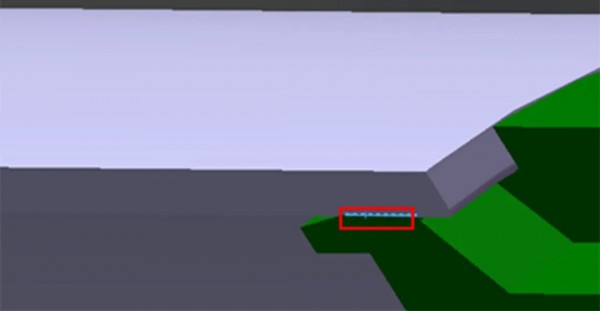
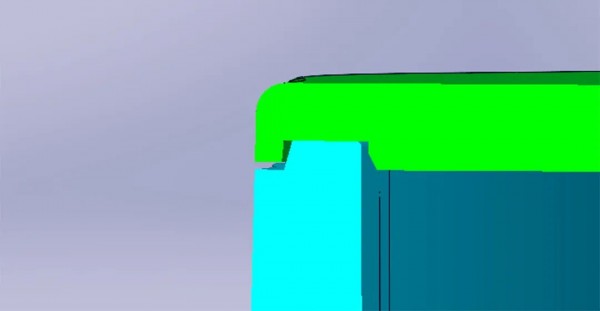
内外层套管结构
上下层叠焊结构
常见结构为上下层叠焊结构,焊接上层透明塑料吸收激光,建议厚度不超过1.0mm,避免激光对材料表面产生影响;采用内外套管结构时需要过盈配合保证贴合及一定自紧力。
透明塑料焊接的优点
01焊缝美观
相对于超声波和震动焊接:机械应力低、不损伤表⾯、无焊渣和工具费用低;
02高效率
相对于热板和热气焊接:热应力低、无溅出、毛刺少、生产周期短、机器和工具费用低;
03稳定性好
相对热融和胶焊接:无需额外材料、过程控制容易、焊接质量⾼、稳定性好、生产周期短。
透明塑料焊接应用
透明塑料焊接广泛用于医疗产品焊接封装,包括透明导管、医疗测试盒、微流体、医疗过滤器、泵体等产品焊接。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

